

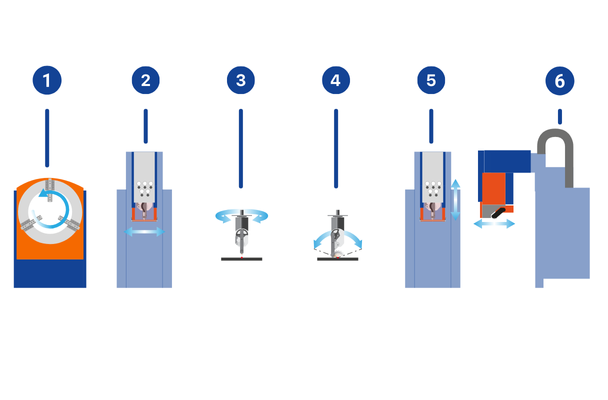
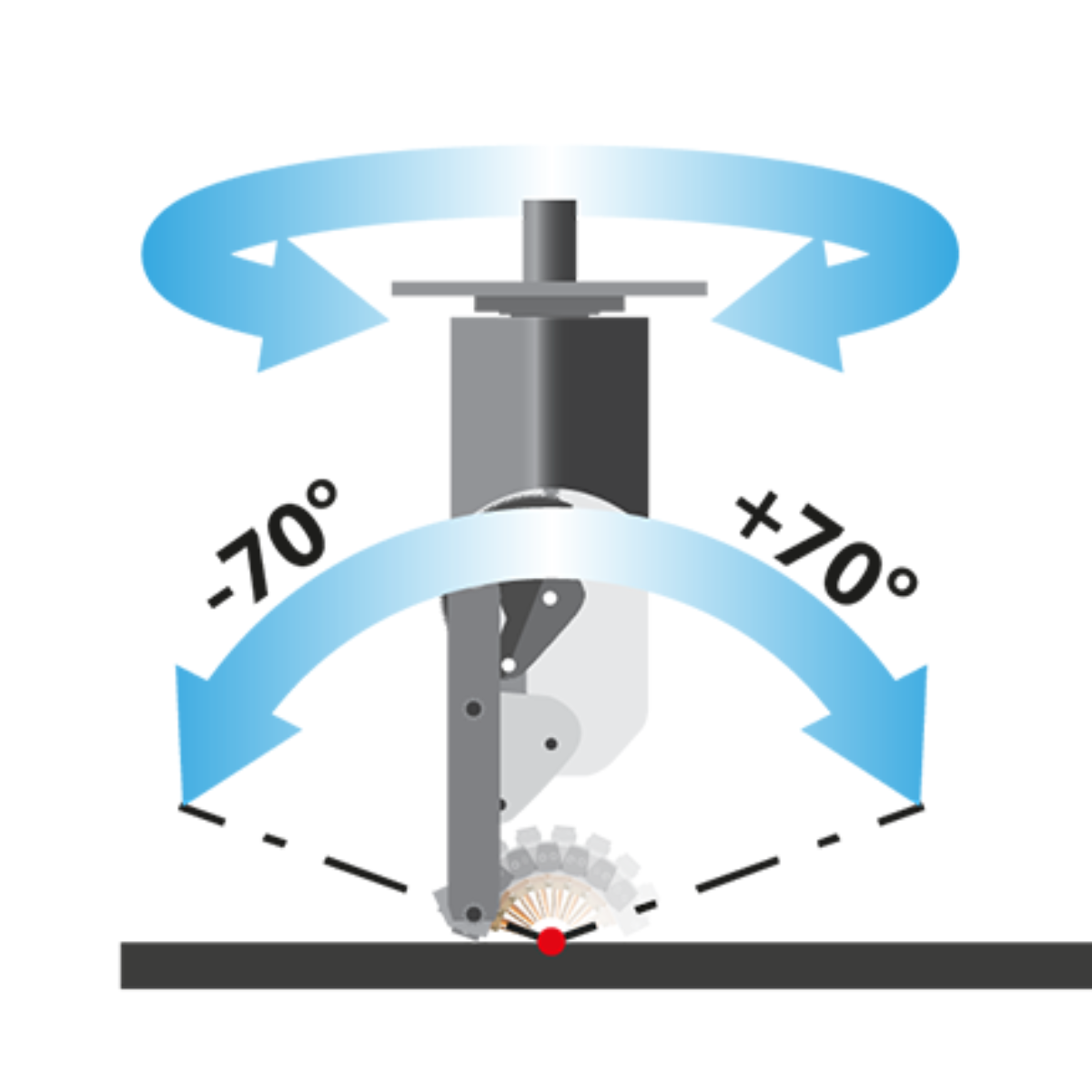
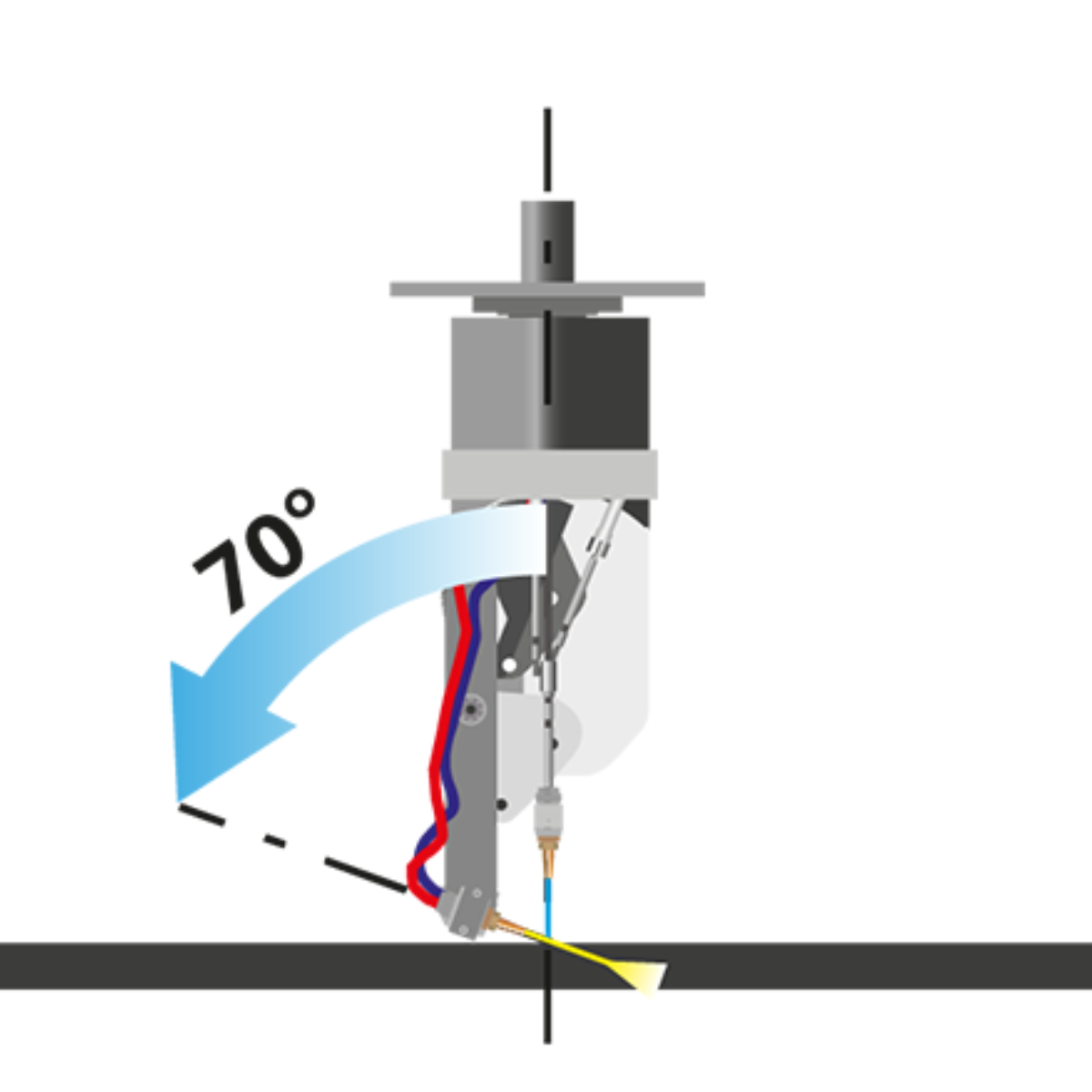
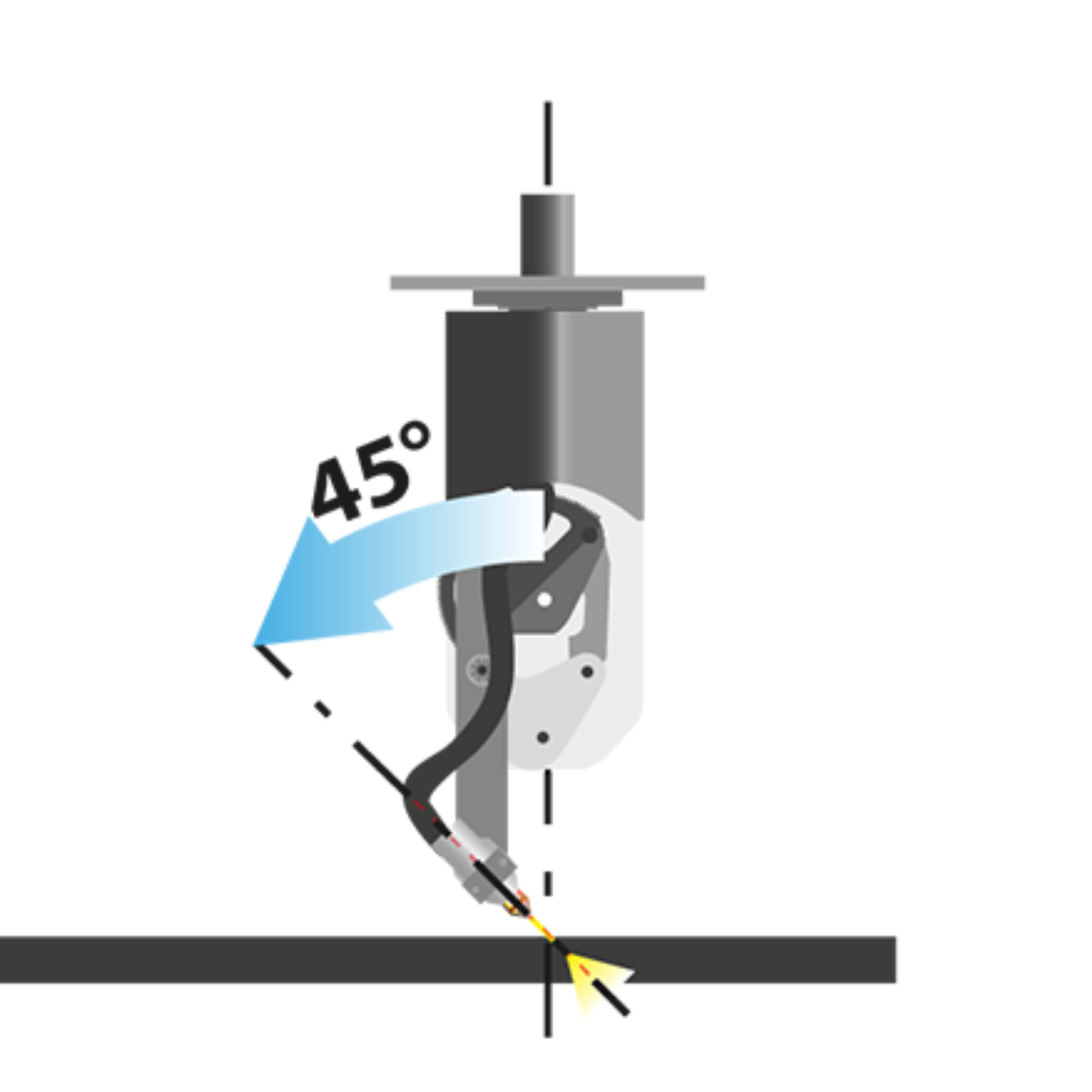
Patented Biaxial Cutting Head
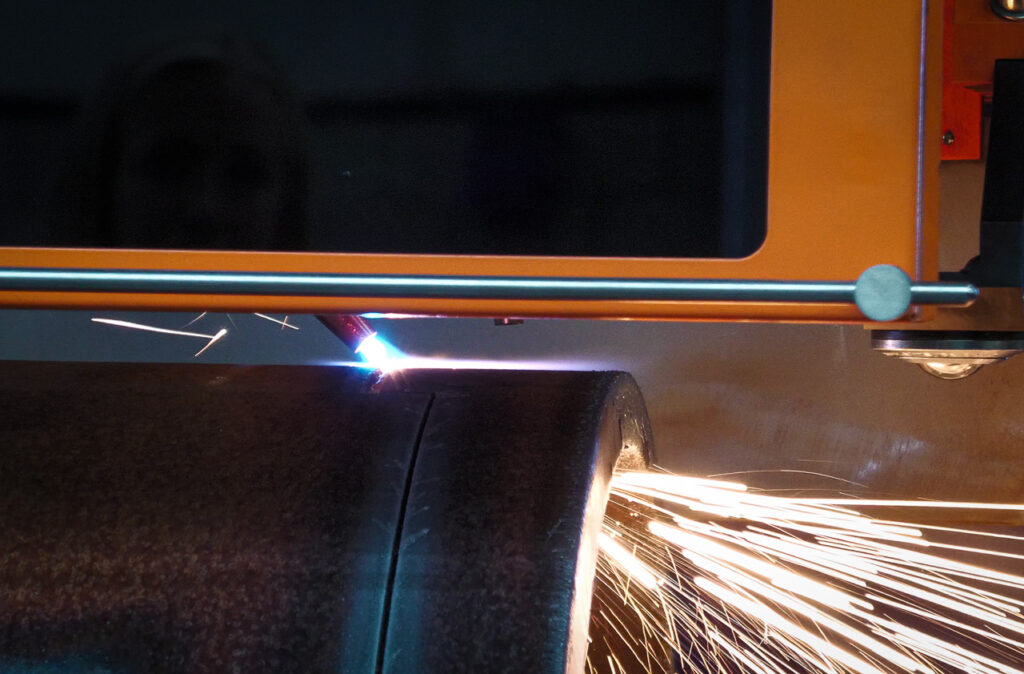
The patented biaxial cutting head, with vertical, rotational, and tilting movements, ensures unmatched pipe cutting accuracy.Plasma cutting 
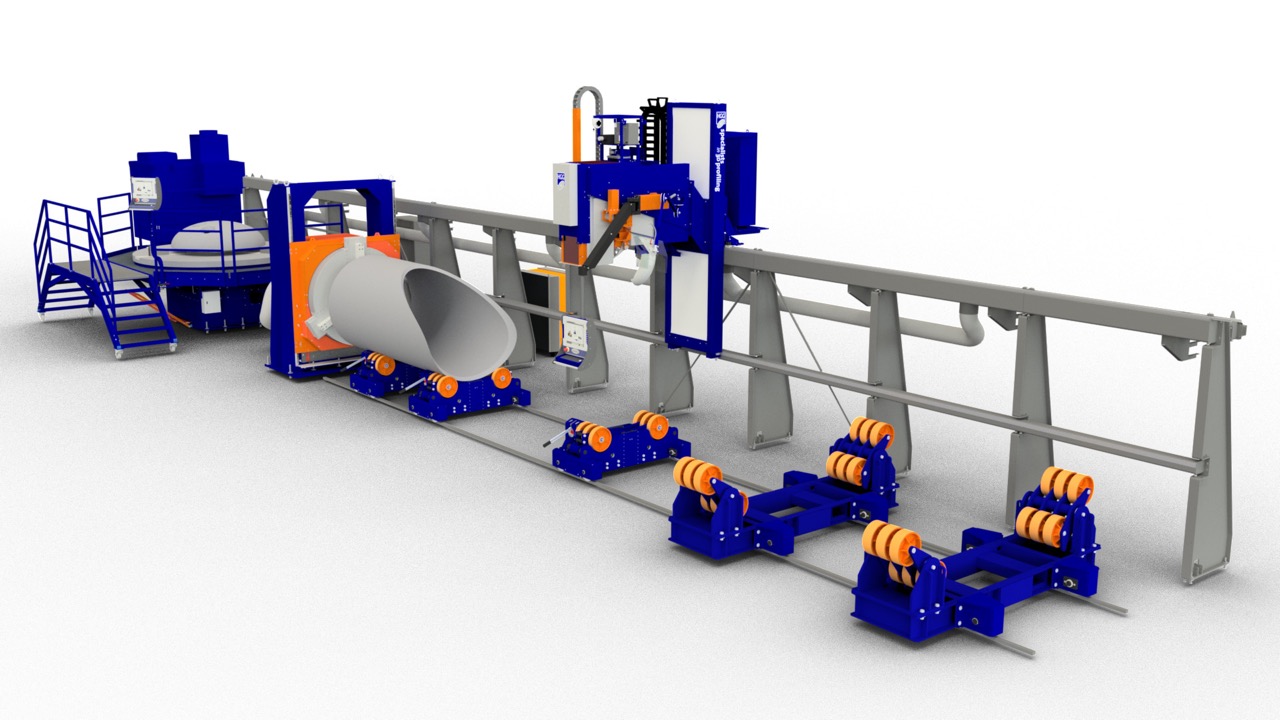
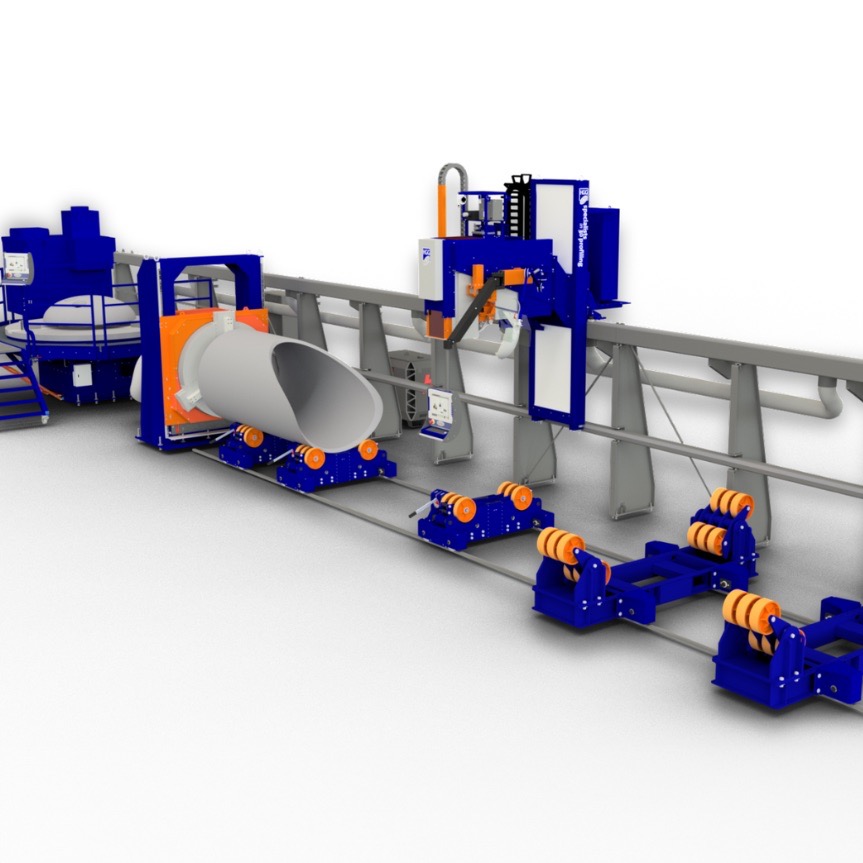
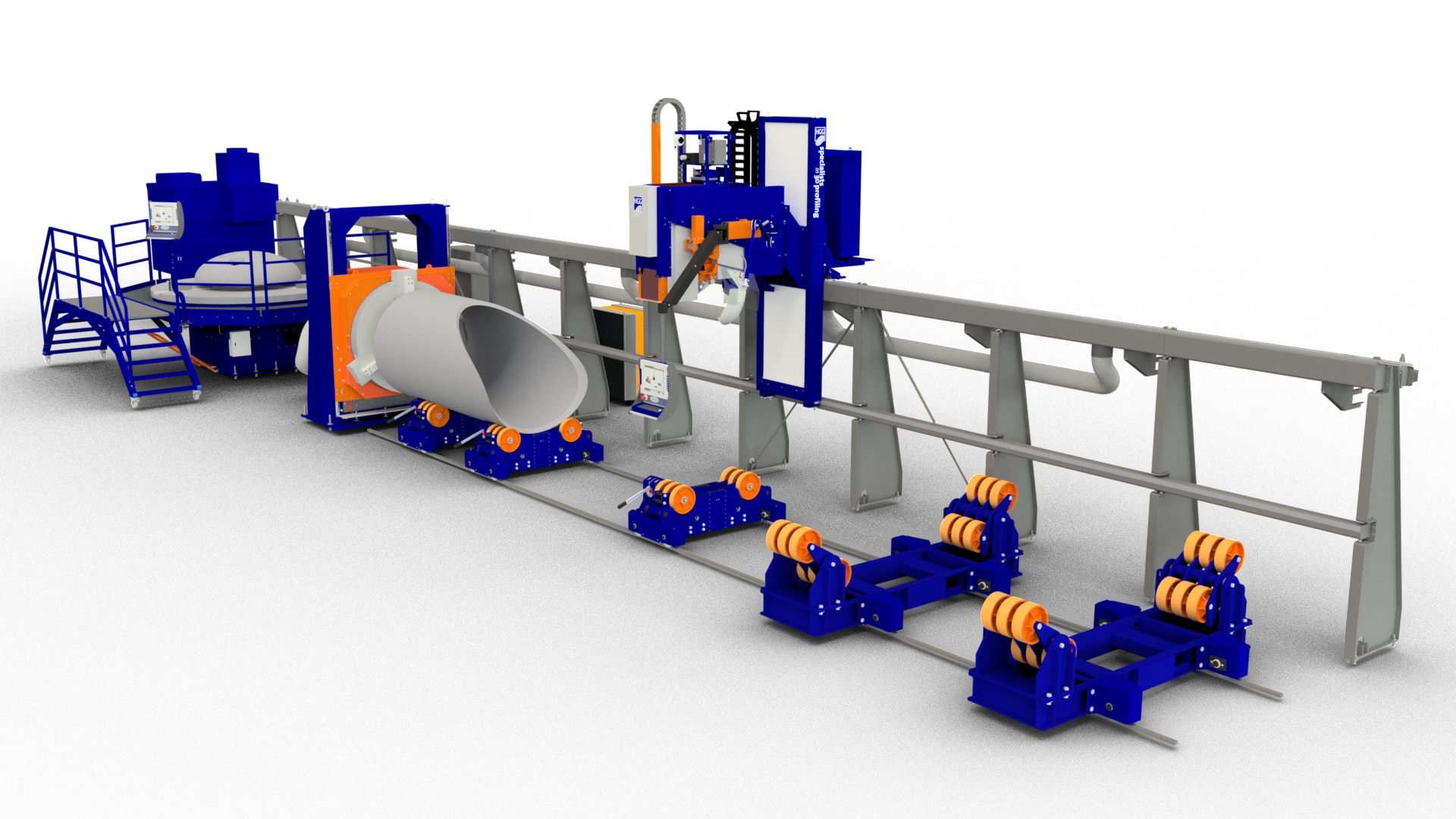
One Machine to Cut Your Entire Vessel
Adding the rotary table to the pipe cutting machine allows for accurate cutting of spools, shells and vessel heads.Safety Fence 
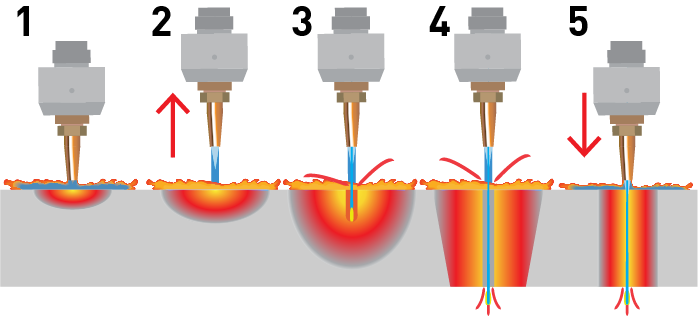
CNC-Controlled Height Axis
The height axis is CNC-controlled to maintain an optimal torch-to-material distance, saving time by eliminating the need for height adjustments after each cut.Machine interface 
Heavy Duty Three-Jaw Chuck
The solid self-centering three-jaw chuck clamps and centers the pipe, rotating with it to ensure there is no slipping during rotation.Torch 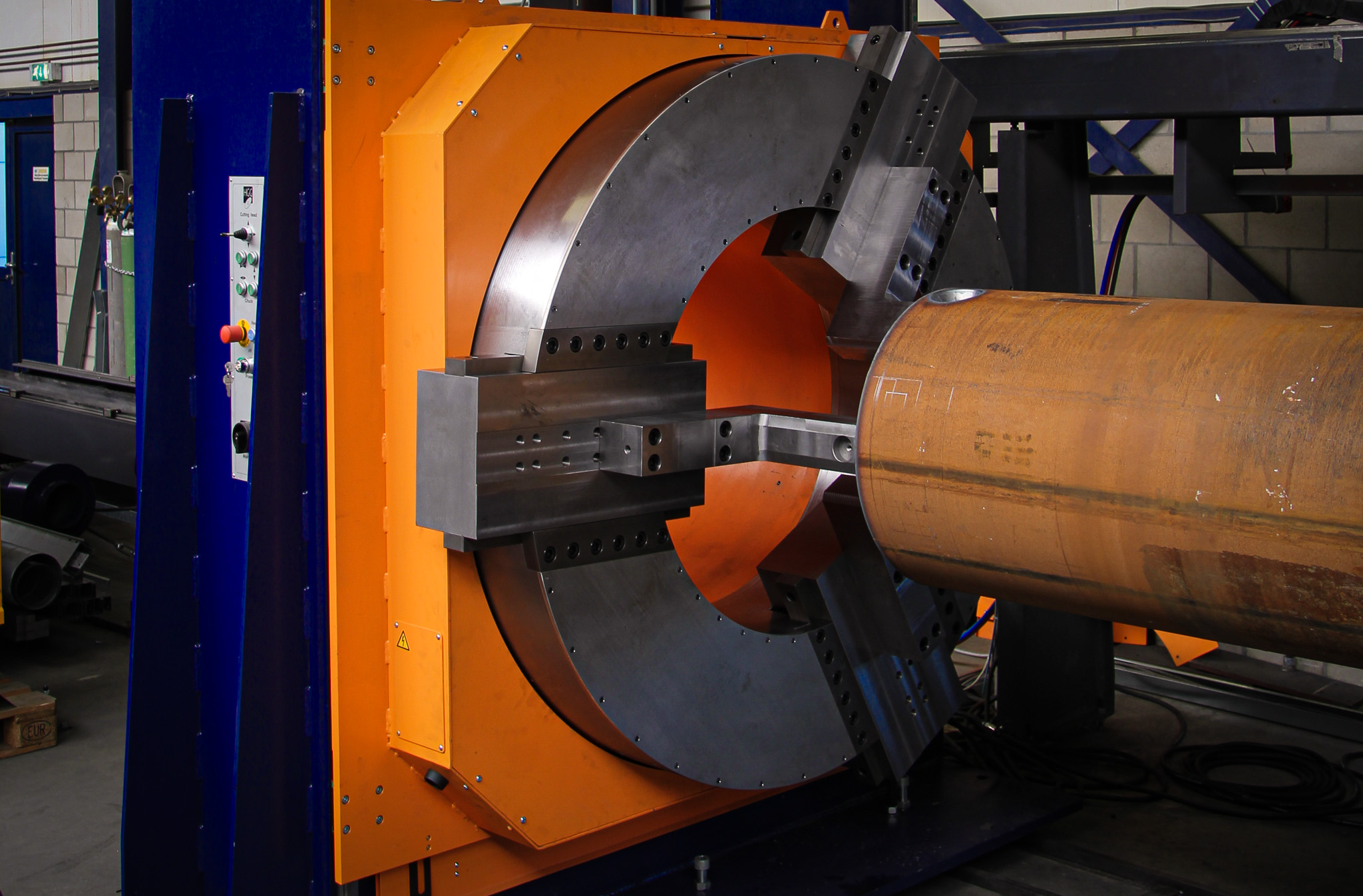
Easy-to-use Machine interface
The machine is operated with a central touch screen and a robust industrial keyboard, providing the operator with easy and efficient control over its functions.Installed & Commissioned in 2 days 
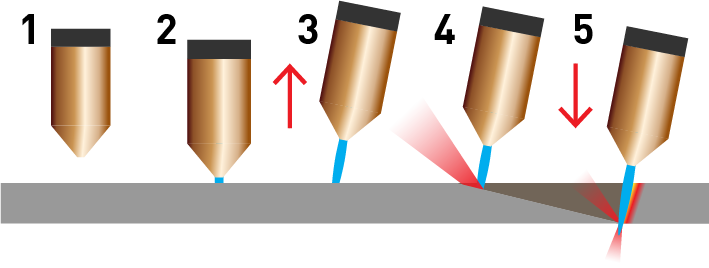
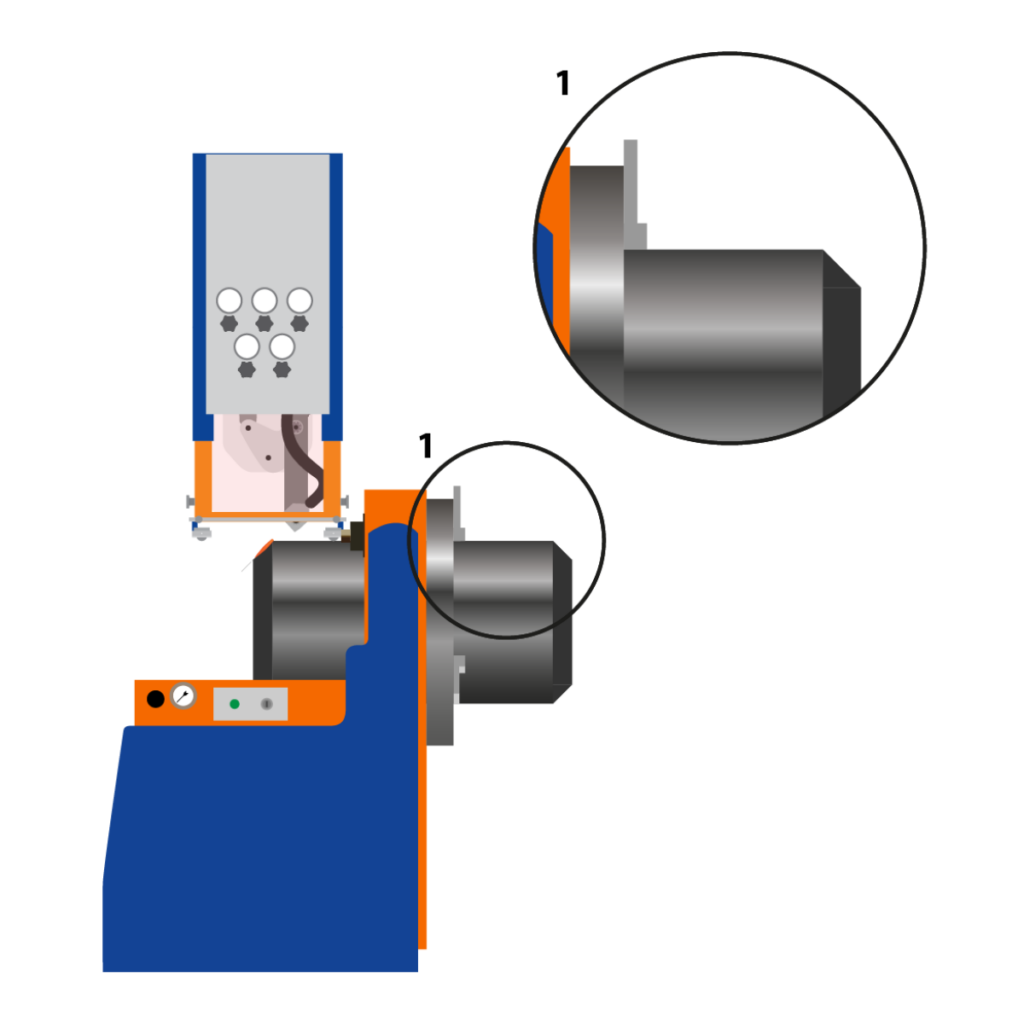
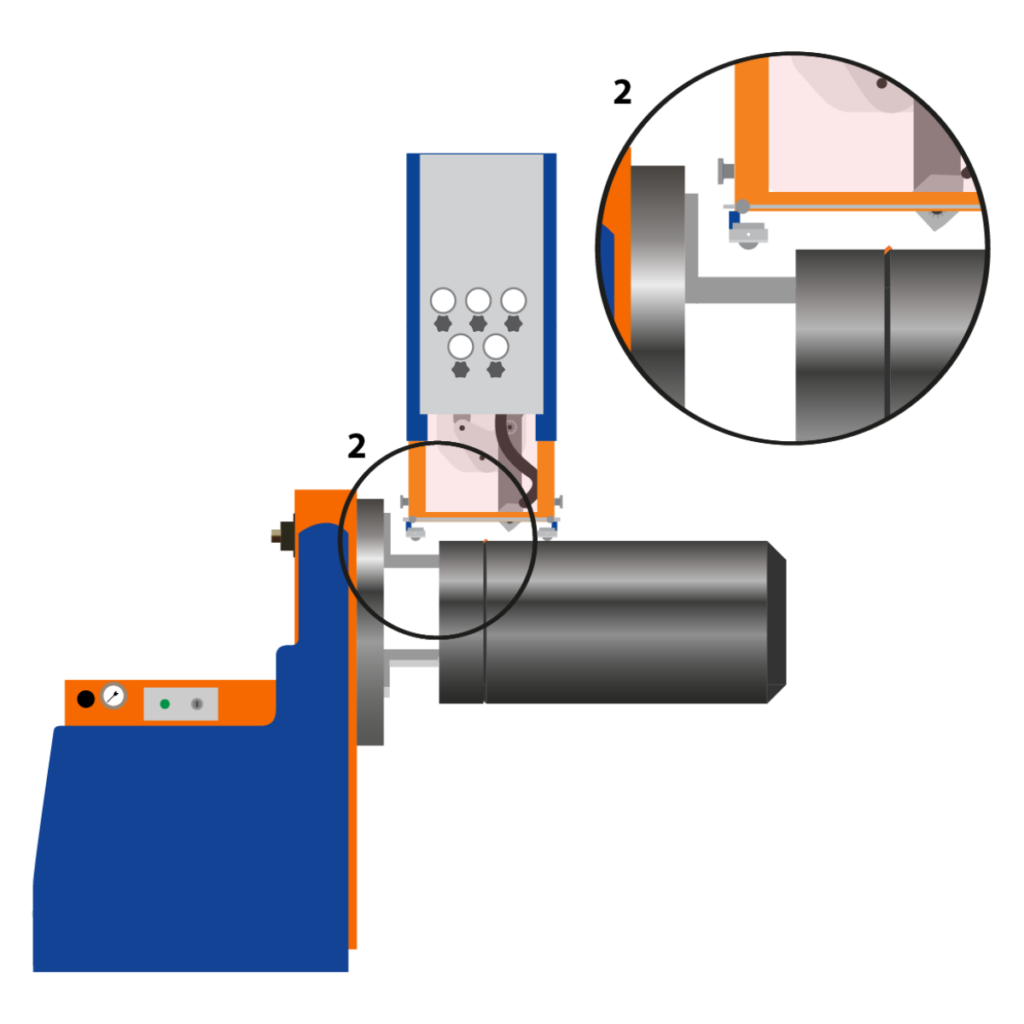
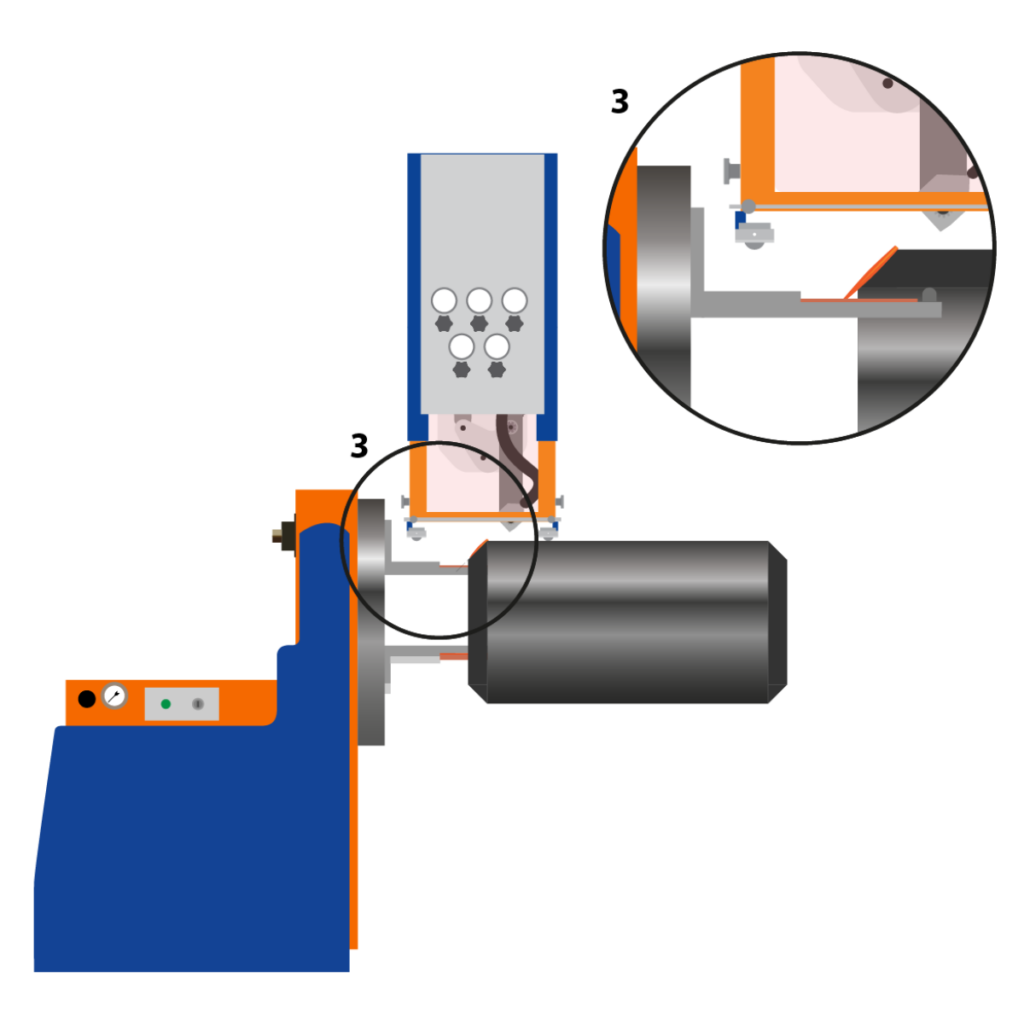
Straight flange profiling
The biaxial cutting head starts by approaching the flange from the inside. Sensor arms maintain a perfect torch to material distance during cutting. CEO 
 | SPC 1500 VC | 100 mm | 1525 mm |
 | SPC 1500 VC | 550 mm | 1525 mm |
| SPC 2000 VC | 100 mm | 2035 mm |
| SPC 2000 VC | 550 mm | 2035 mm |
| SPC 2500 VC | 200 mm | 2500 mm |
| SPC 2500 VC | 550 mm | 2500 mm |
| SPC 3000 VC | 300 mm | 3000 mm |
| SPC 3000 VC | 550 mm | 3000 mm |
| SPC 4000 VC | 400 mm | 4000 mm |
| SPC 4000 VC | 550 mm | 4000 mm |


















{kind=link}
{kind=link}
{kind=link}