
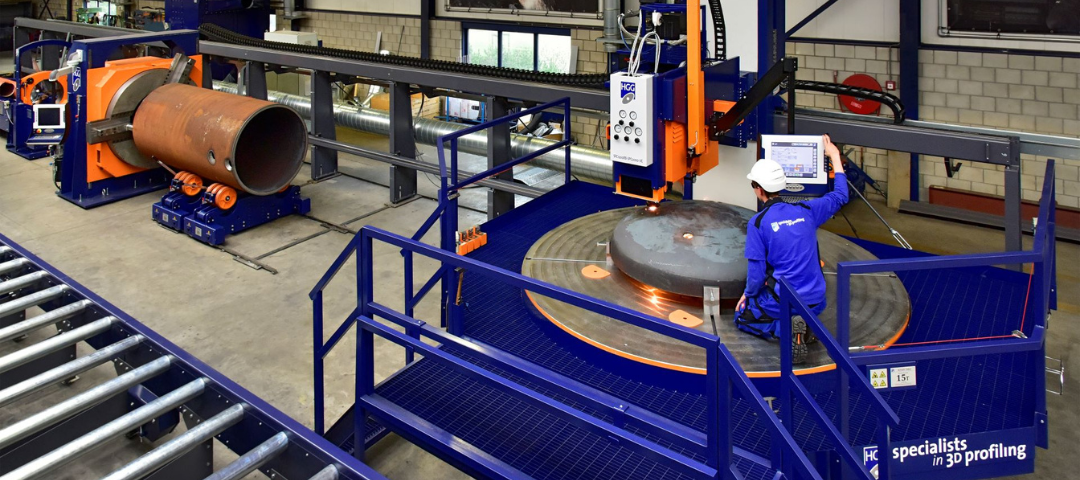

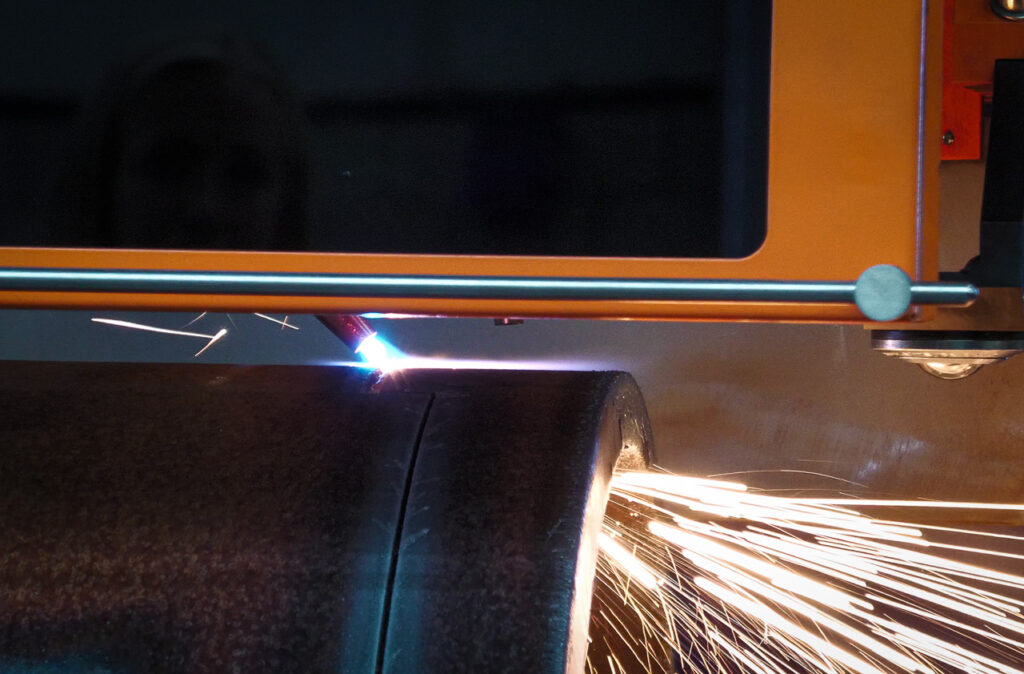
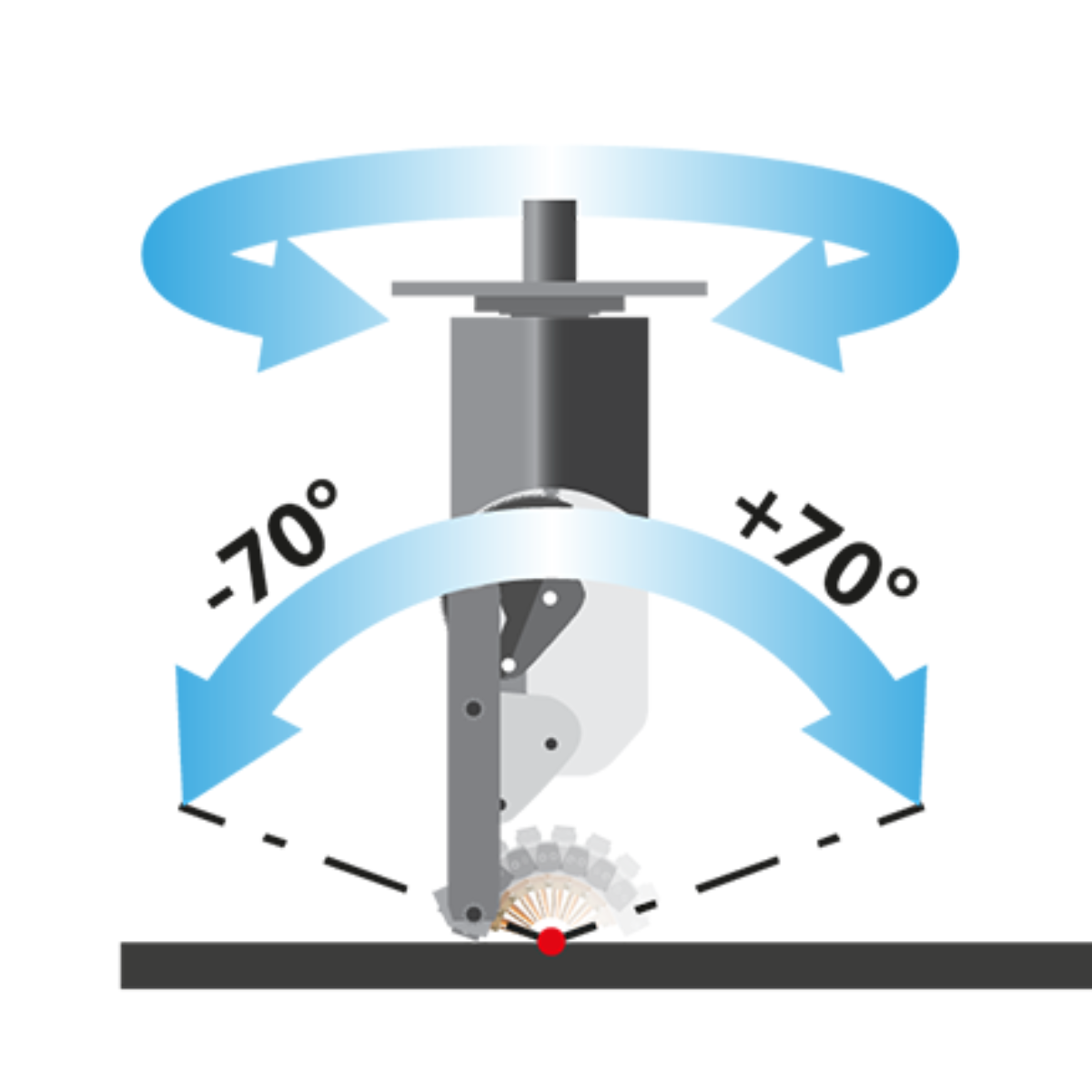
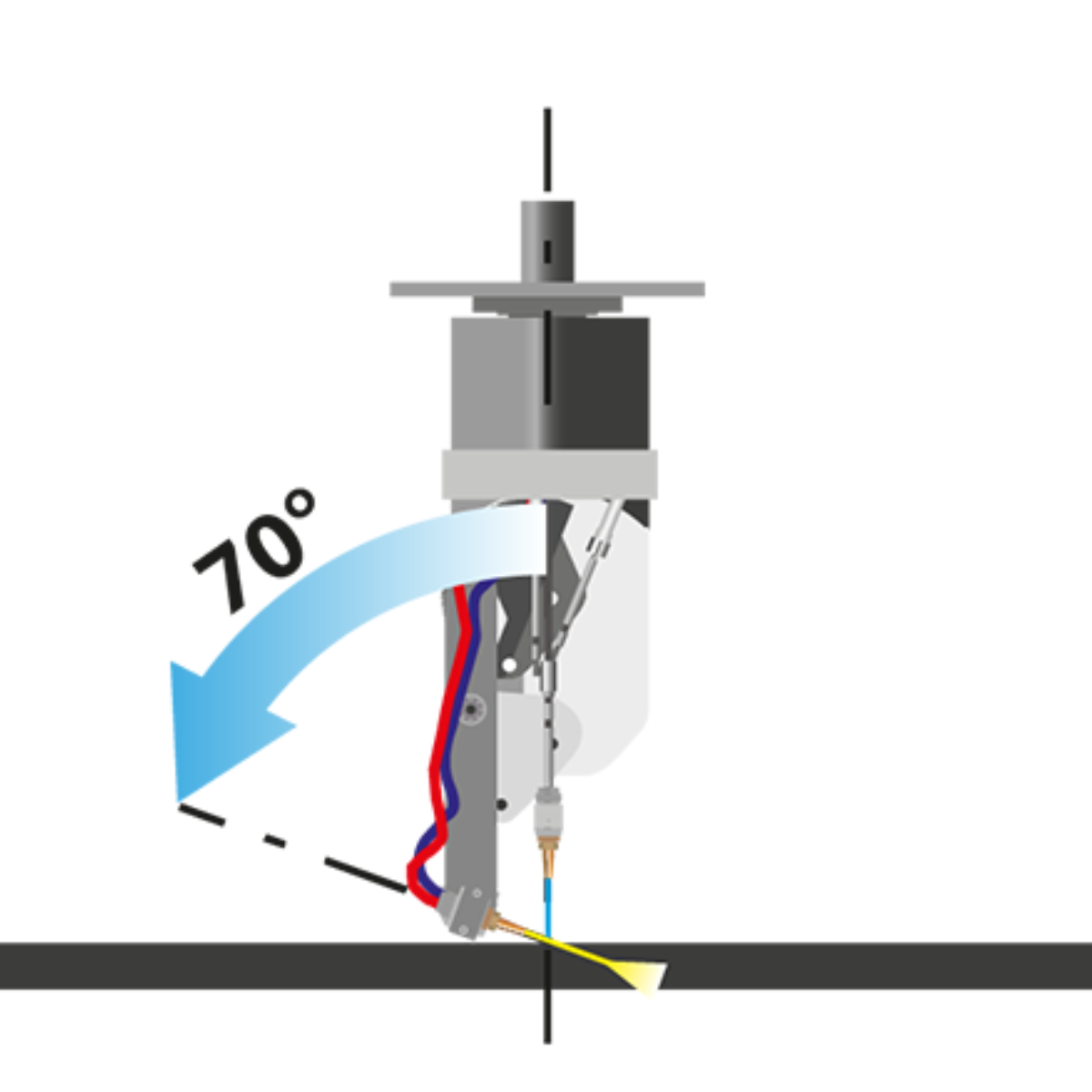
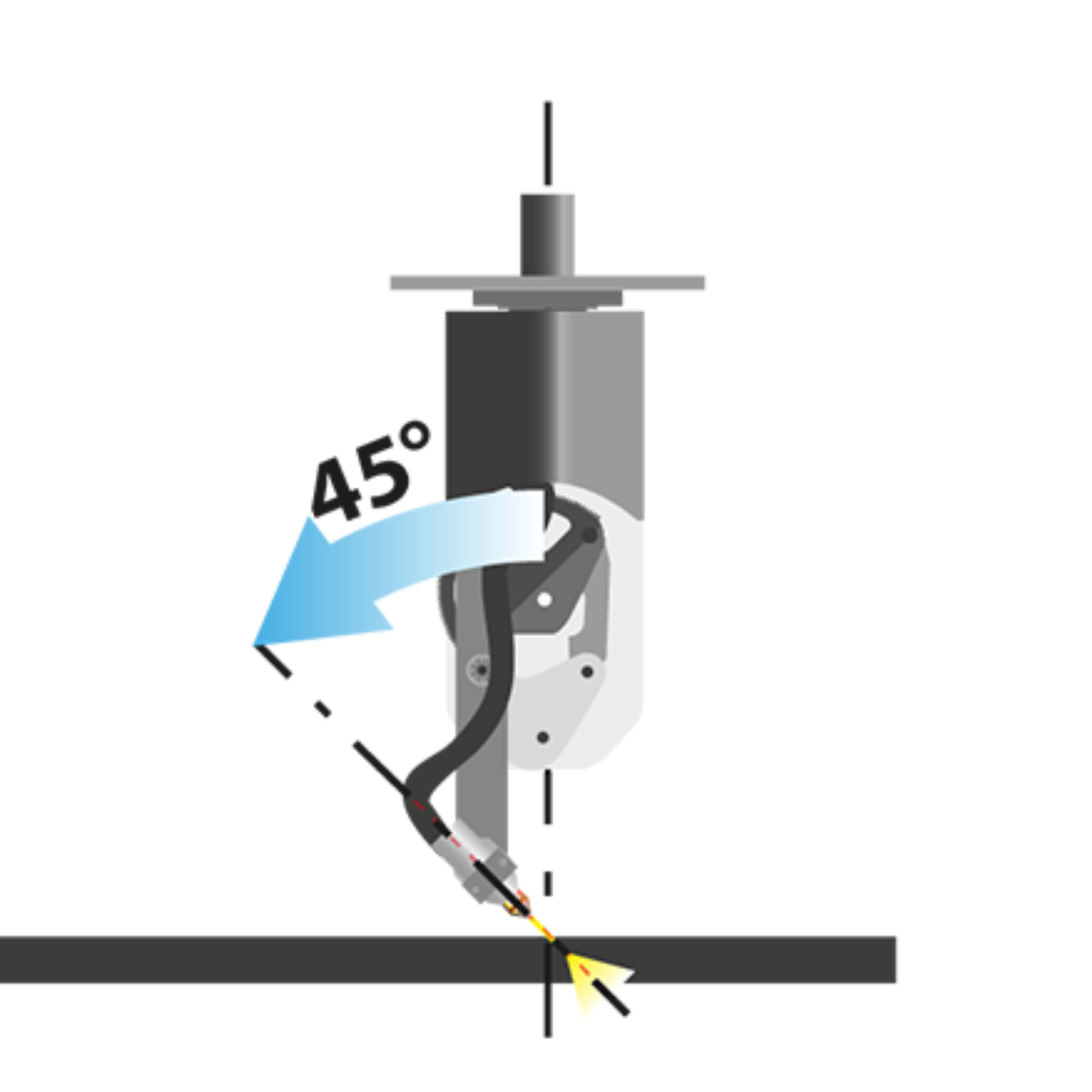
Tête de coupe biaxiale brevetée

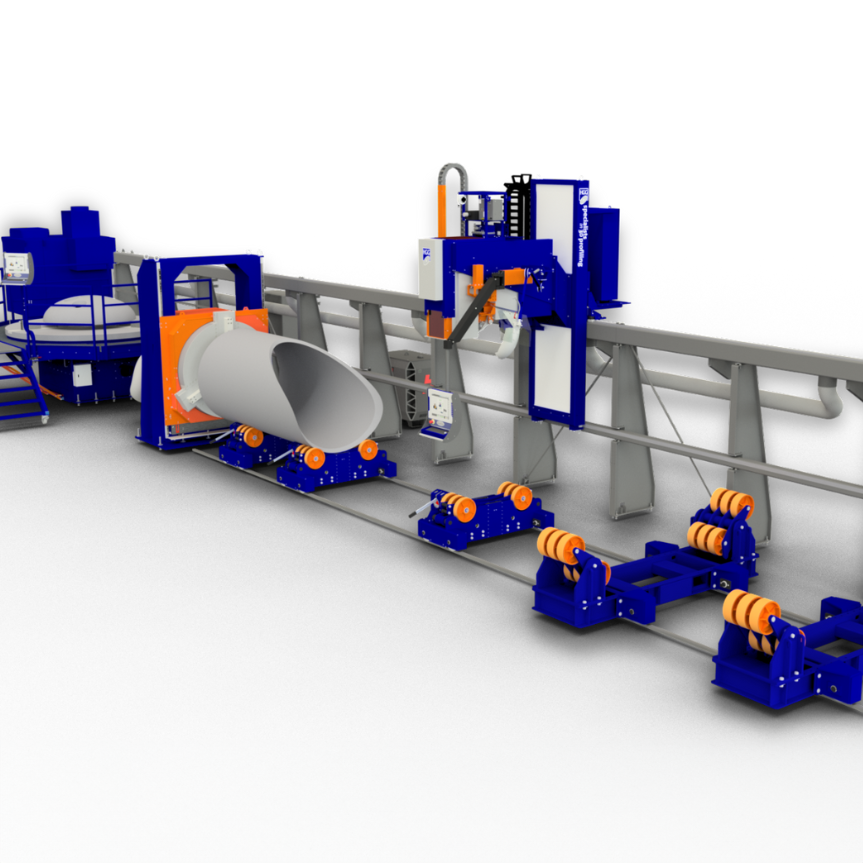
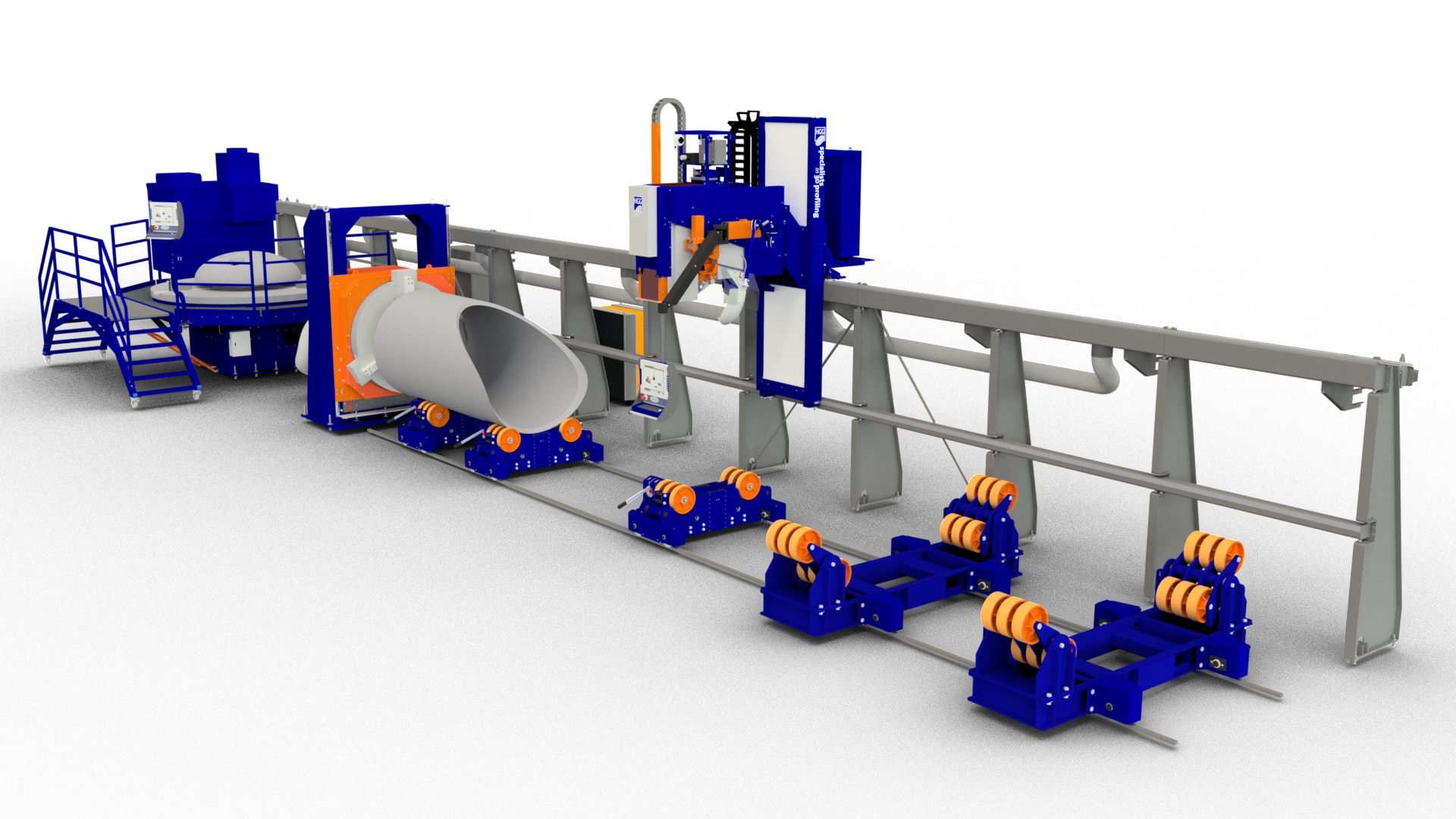
Une Machine pour découper tout votre navire

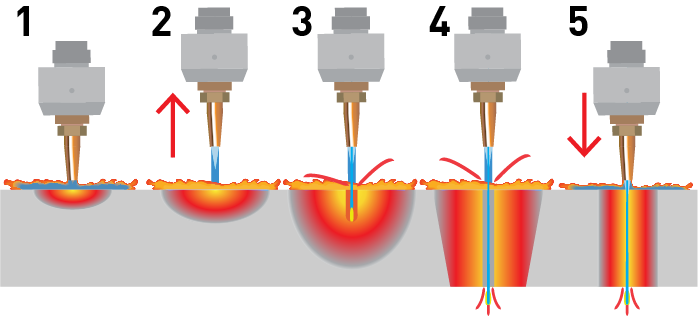
Axe de hauteur contrôlé par CNC

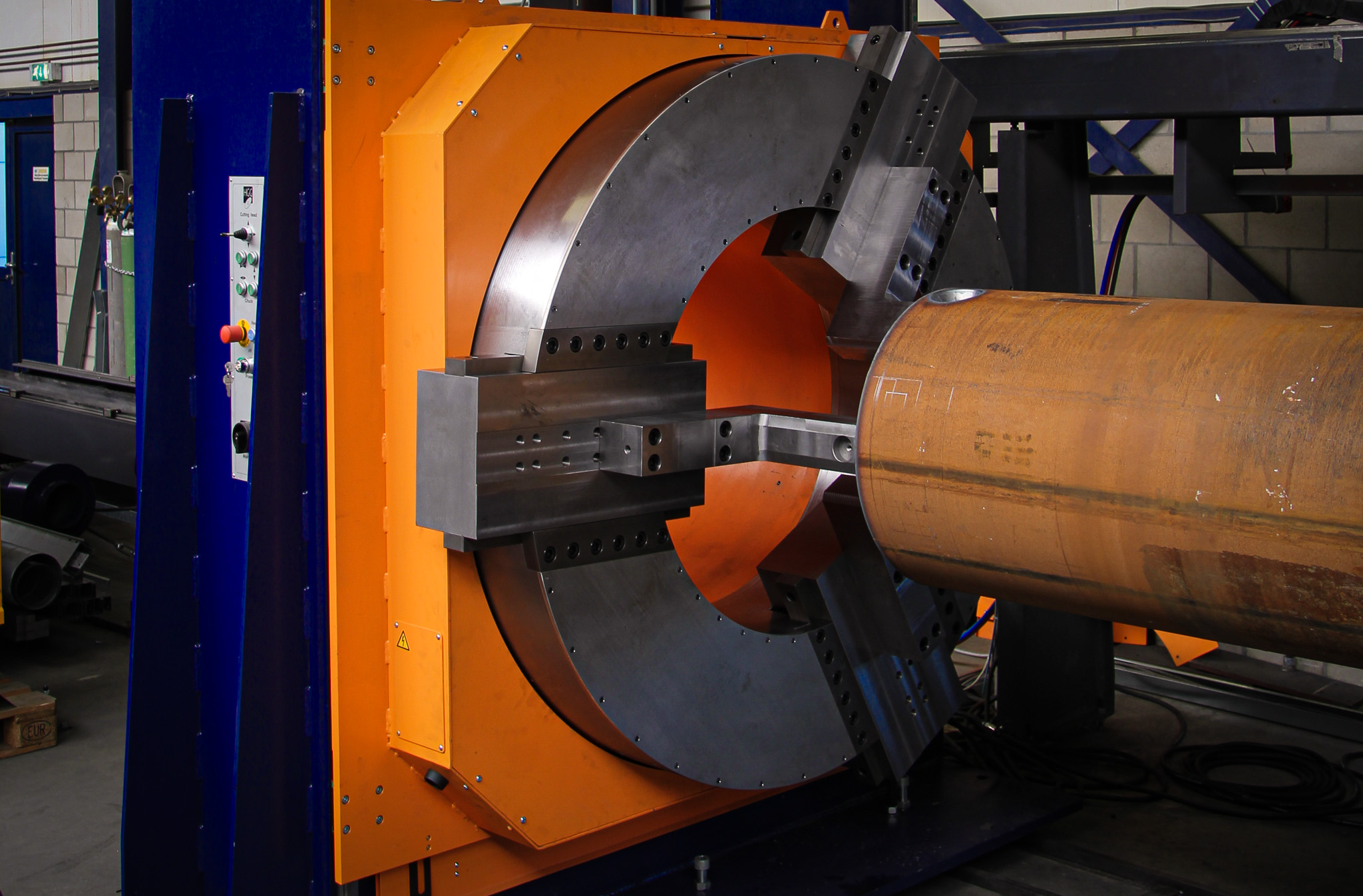
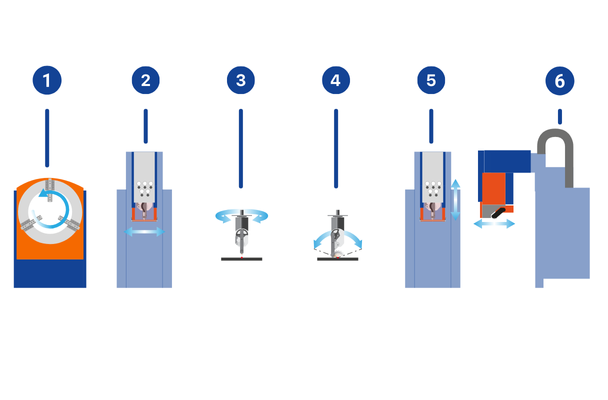
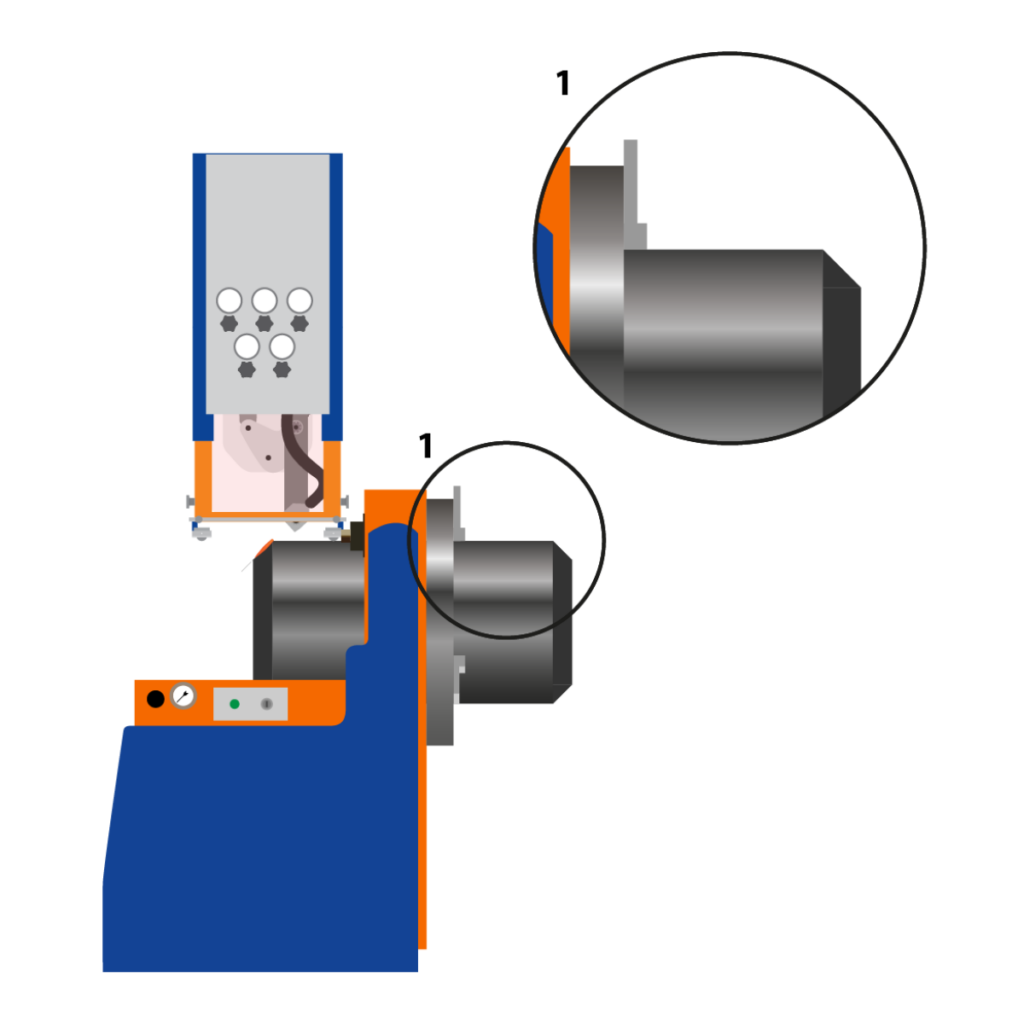
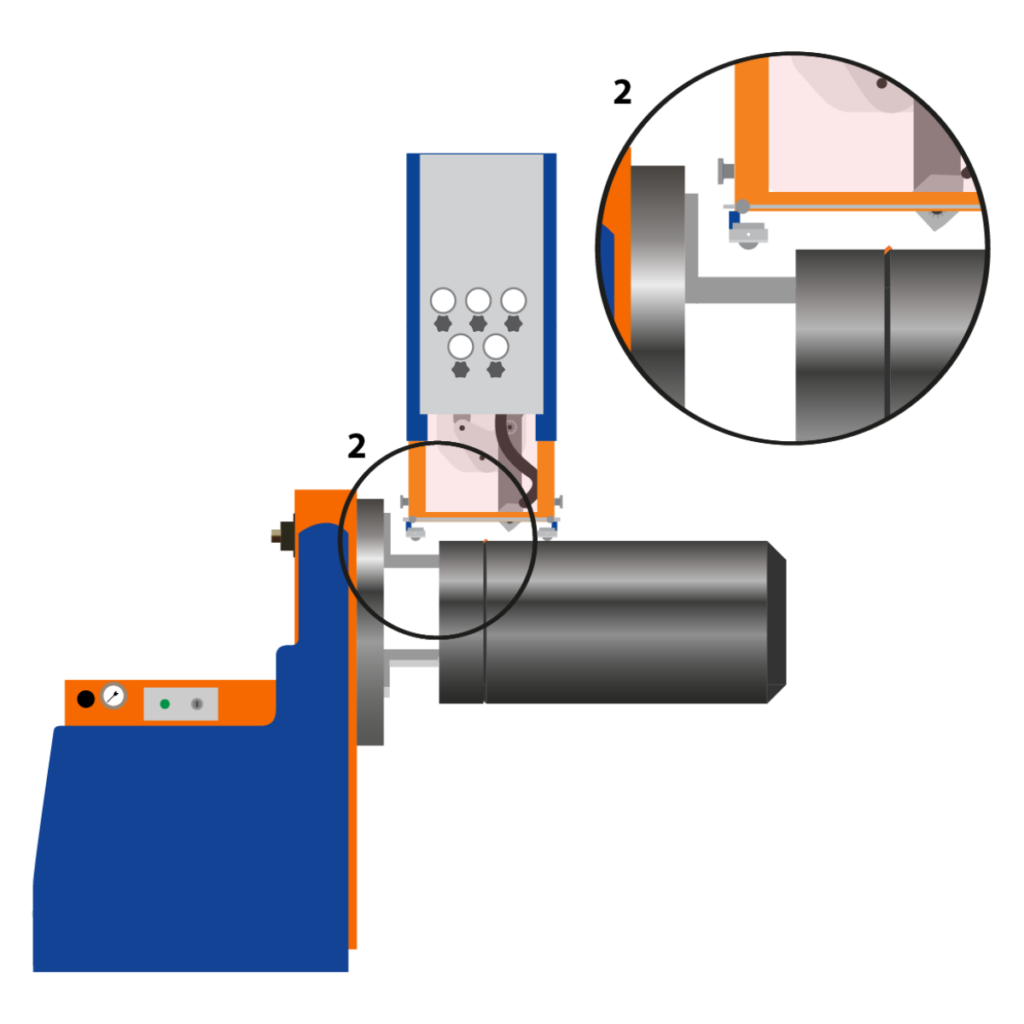
Mandrin à trois mâchoires pour usage intensif
Interface Machine facile à utiliser

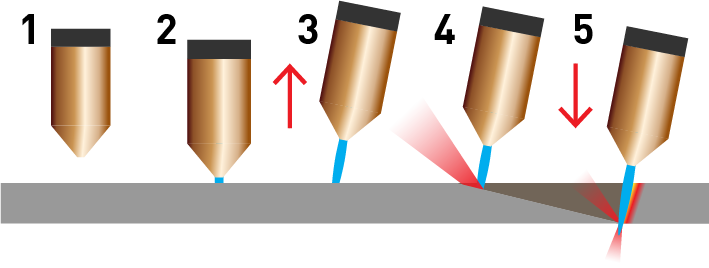
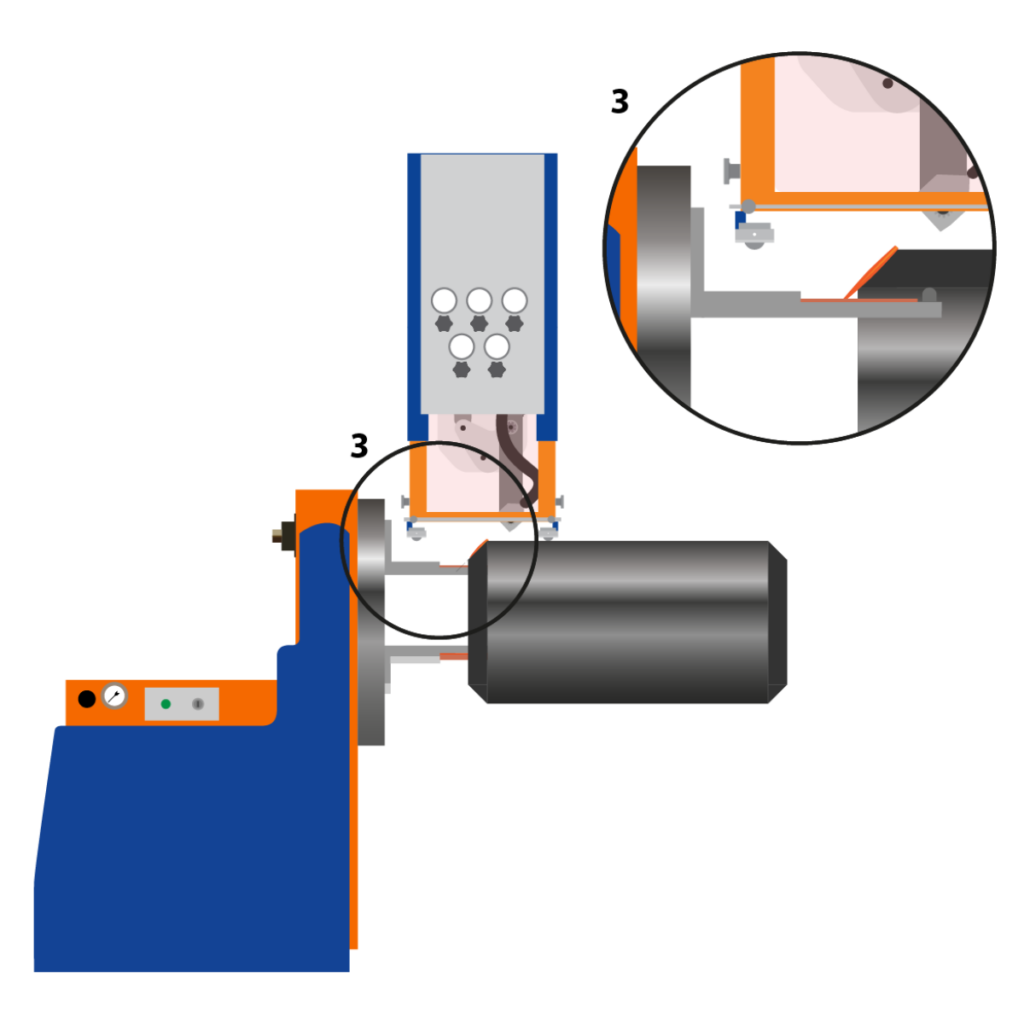
Profilage des brides droites

 | SPC 1500 VC | 100 mm | 1525 mm |
 | SPC 1500 VC | 550 mm | 1525 mm |
| SPC 2000 VC | 100 mm | 2035 mm |
| SPC 2000 VC | 550 mm | 2035 mm |
| SPC 2500 VC | 200 mm | 2500 mm |
| SPC 2500 VC | 550 mm | 2500 mm |
| SPC 3000 VC | 300 mm | 3000 mm |
| SPC 3000 VC | 550 mm | 3000 mm |
| SPC 4000 VC | 400 mm | 4000 mm |
| SPC 4000 VC | 550 mm | 4000 mm |




















{kind=link}
{kind=link}
{kind=link}