Want stronger welded H-beam connections? In this article we explain need to know welding terms useful for weld preparation for H-beams.
Welding Terminology
There is often much confusion in beam welding terminology. Below are some of these terms explained.
Intersection geometry
Skew
Acute angle between member axes in the horizontal plane.
Slope
Acute angle between member axes in a vertical plane. Also called ‘inclination’.
Shape
Actual geometry to create the end cut, cut-out or hole for a proper fit.
Weld Preparation
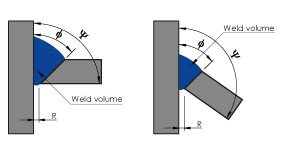
Groove angle φ
The angle between opposing faces of the connected parts which create a groove to be filled up with weld materials. Can be an inside or outside groove angle for weld preparation.
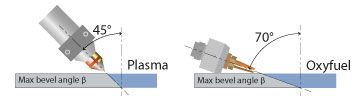
Bevel angle β
The angle formed between a centerline perpendicular to the wall and the cut face of the wall. Equal to cutting angle and can be negative or positive.
A perpendicular cut has β=0°;
Largest β plasma 45° (- or +).
Dihedral angle ψ
Angle between the outer faces of the connected walls. Calculations for optimal weld preparation are based on ψ.
Root opening (R)
The separation at the joint between the walls after fitting. Technique to increase the joint penetration for stronger connections.
Weld types
Fillet weld
Groove weld
Butt weld
Guide to weld preparation for welded H-beam connections
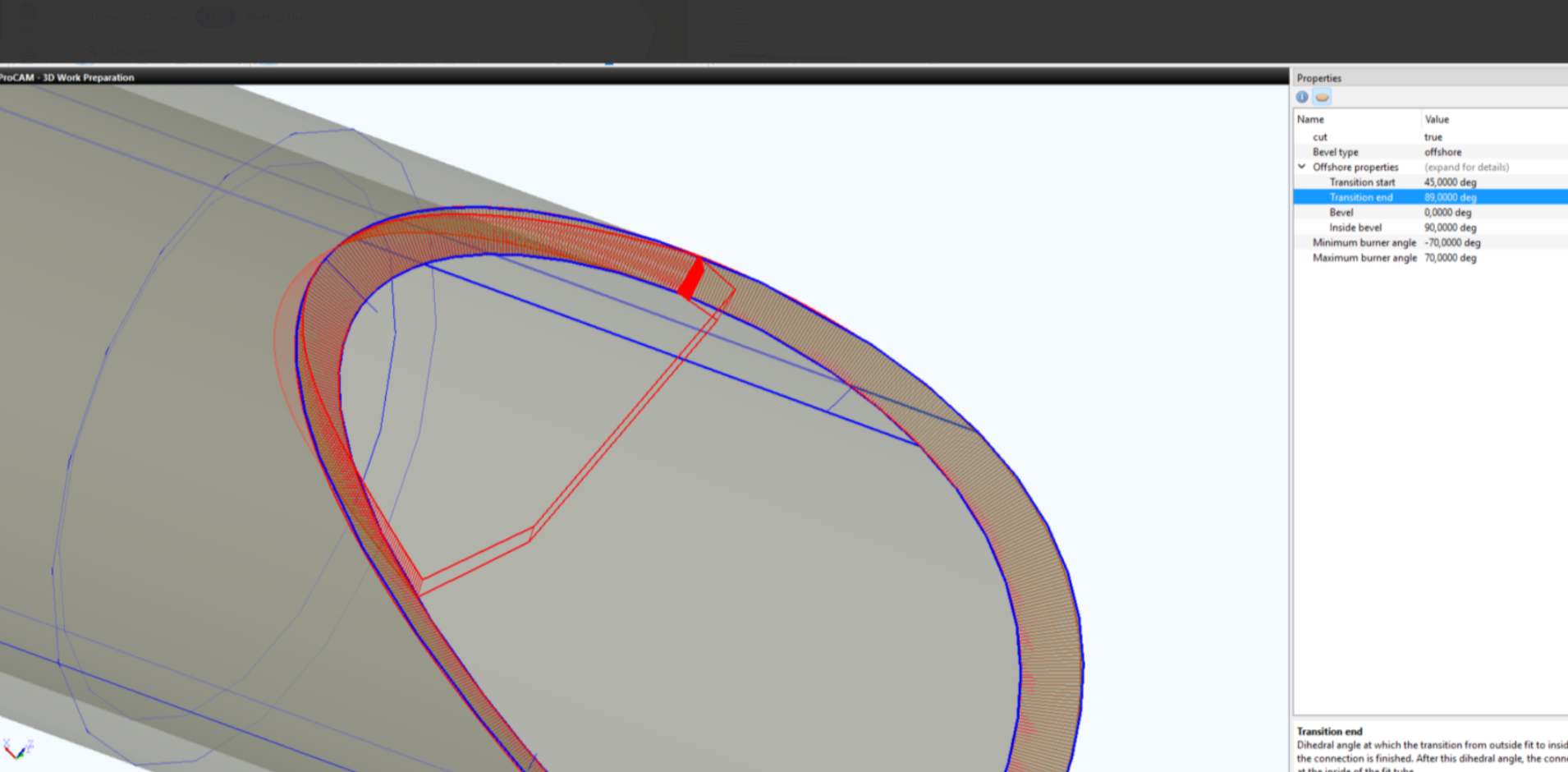
HGG develops beam cutting machines to cut copes and weld preparation with a wide variety of bevel types
Bevel cutting
None
Preferred in case of bolted connections or to apply fillet welds.
Single groove
Bevel cut for groove weld. Weld preparation on top side or bottom side.
Single groove with nose
Bevel cut for groove weld with broad root face. Weld preparation on top side or bottom side.
Double groove
X-bevel cut for X or K groove welds. Small root face can be applied after cutting.
Double groove with nose
X-bevel cut for X or K groove welds with broad root face.
Ratholes
This open hole in the web right up against the flange allows continuous weld passes on flange joints across the web with complete joint penetration. The necessary reduction in the web brings avoidance of defects like discontinuities, inclusions and incomplete penetration of the passes. Ratholes enable nondestructive testing of the full joint. Depending on the contract documents and included welding regulations a fabricator can choose not to apply ratholes. This avoids reduction of the web but possible defects that cannot be tested need to be taken into account during strength calculation.
None No reduction in web section for full strength. Nondestructive tests of welds located across the web are not possible.
Type 1 Traditional rathole. The required torch to flange distance for web cuts requires a minimum of grinding.
Type 6 HGG optimised rathole. No grinding required.
AWS 6.2 Weld inspection hole for seismic moment connections (CAD-CAM only).
A practical example
The examples below help you to understand the structure of this document. Cuts are available for end shapes, holes and cut-outs. Four cuts are needed to define a beam end shape. Top flange, top web, bottom web and bottom flange. The weld preparation is shown on the right side of the cut.
A welded beam to beam connection, fully fixed for high performance steel structures.
A welded beam to beam connection, pinned with snipe for supporting members in high performance steel structures.