

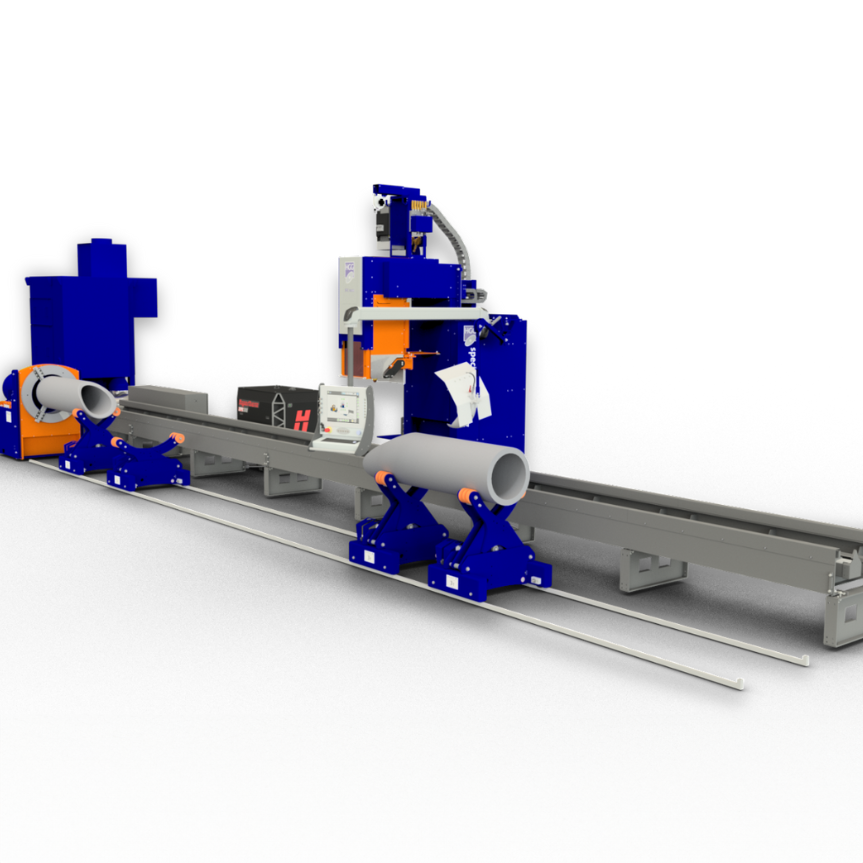

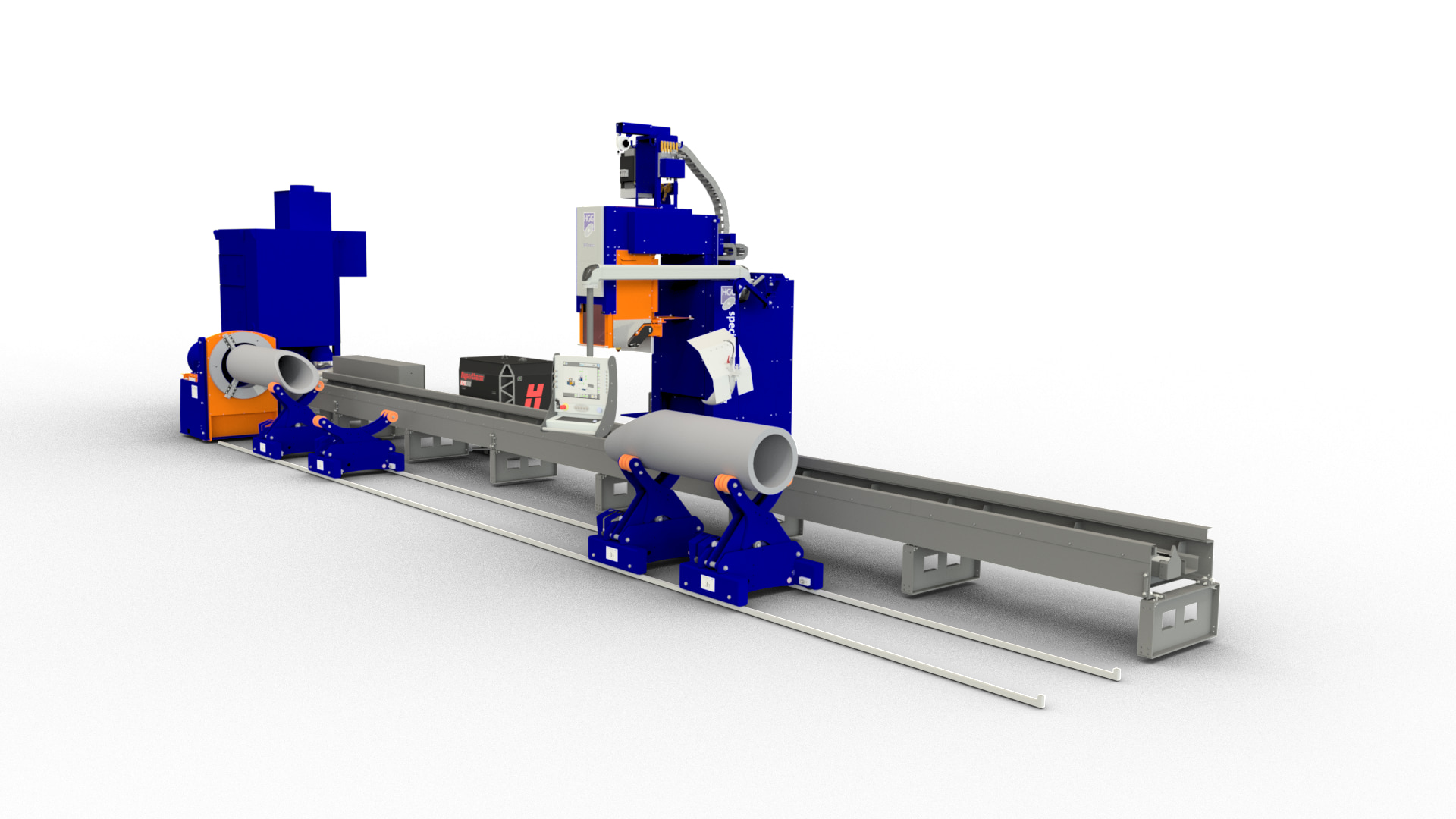
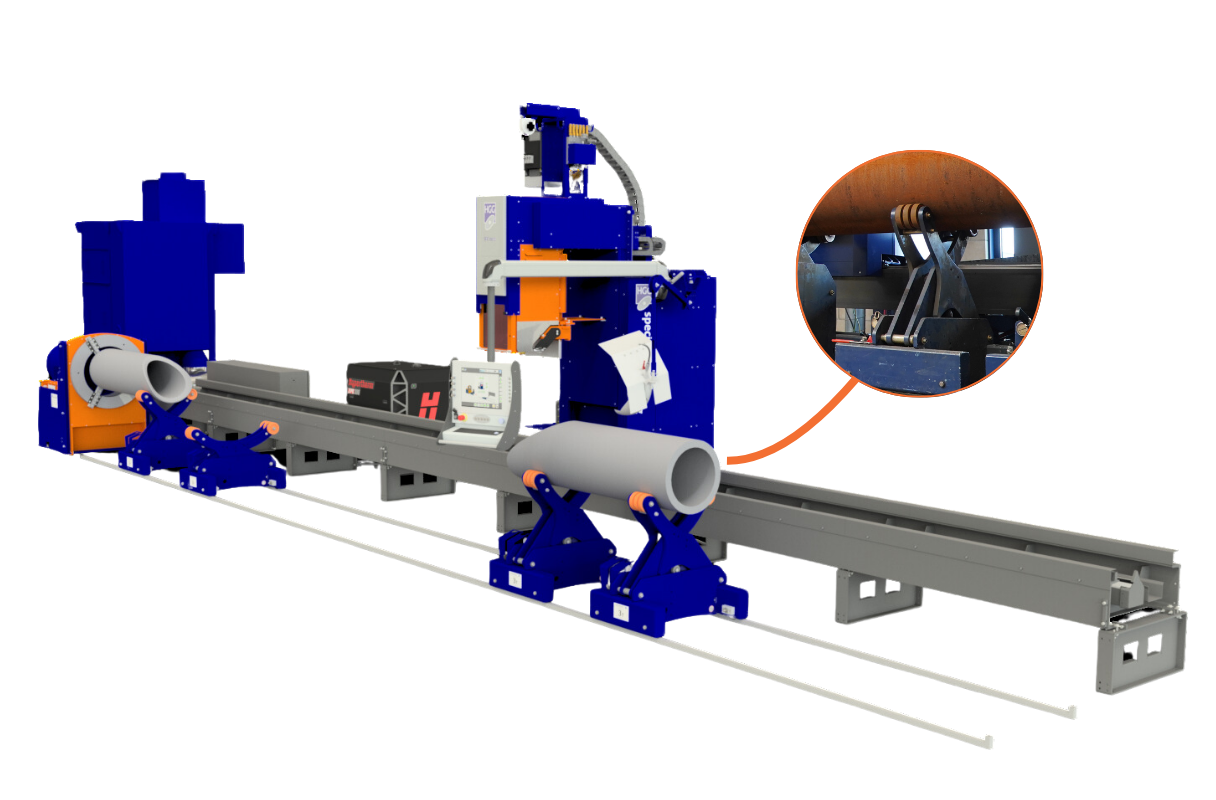
Chuck Type Pipe Cutting Machine
The SPC 500-1200 series is a CNC pipe cutting machine that clamps and rotates the pipe with a chuck during cutting and support the pipes with Pipe Trolleys or Rollerball Gutter.Plasma cutting 
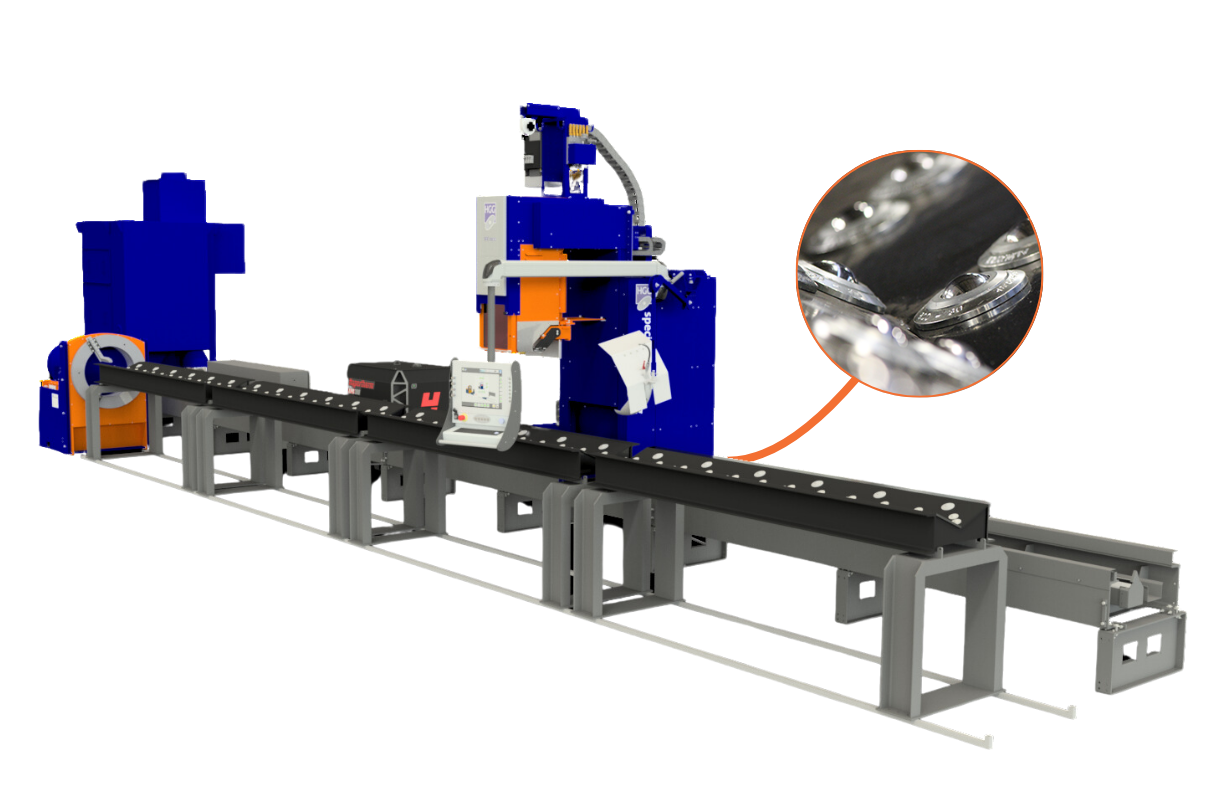
Cutting with Extreme Accuracy
HGG’s cutting machines utilise software based cutting compensations of material imperfections and tolerance discrepancies to achieve the most accurate cuts.Machine interface 
Easy-to-use Machine interface
The machine is operated with a central touch screen and a robust industrial keyboard, providing the operator with easy and efficient control over its functions.Safety Fence 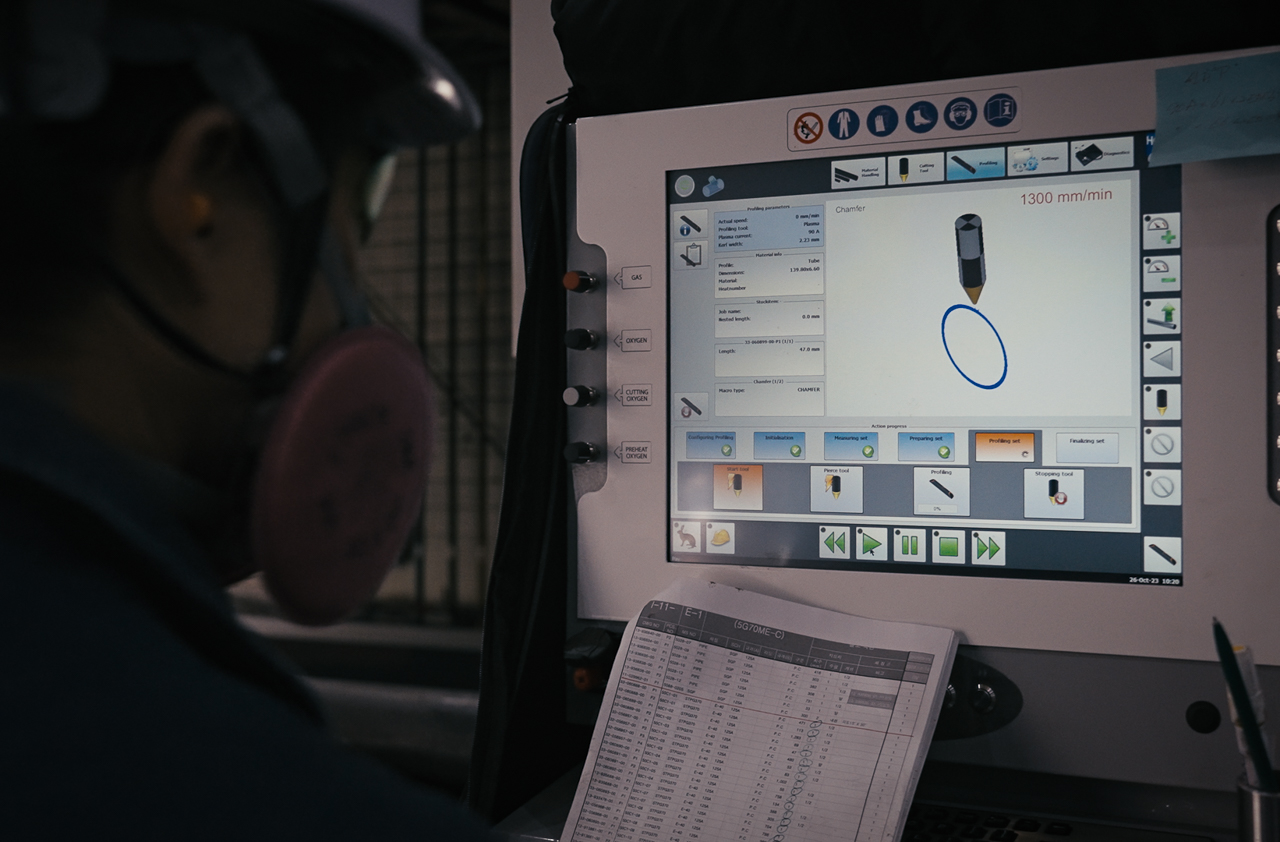
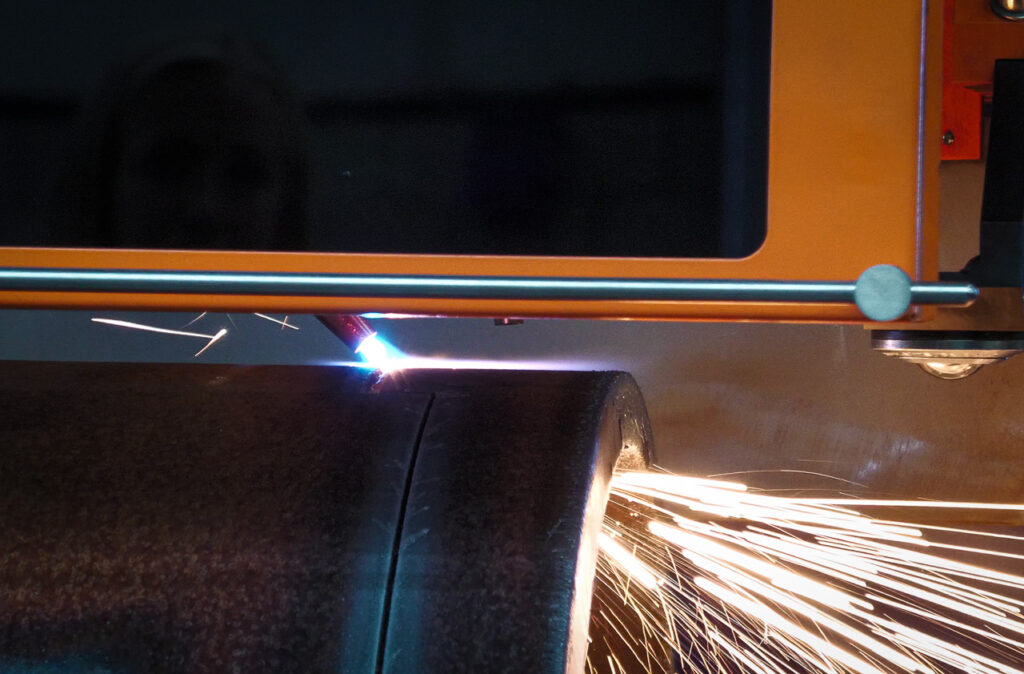
Plasma Cutting with Hypertherm or Kjellberg
HGG supports both Kjellberg and Hypertherm plasma sources. Two well experienced and industry leading choices.Torch 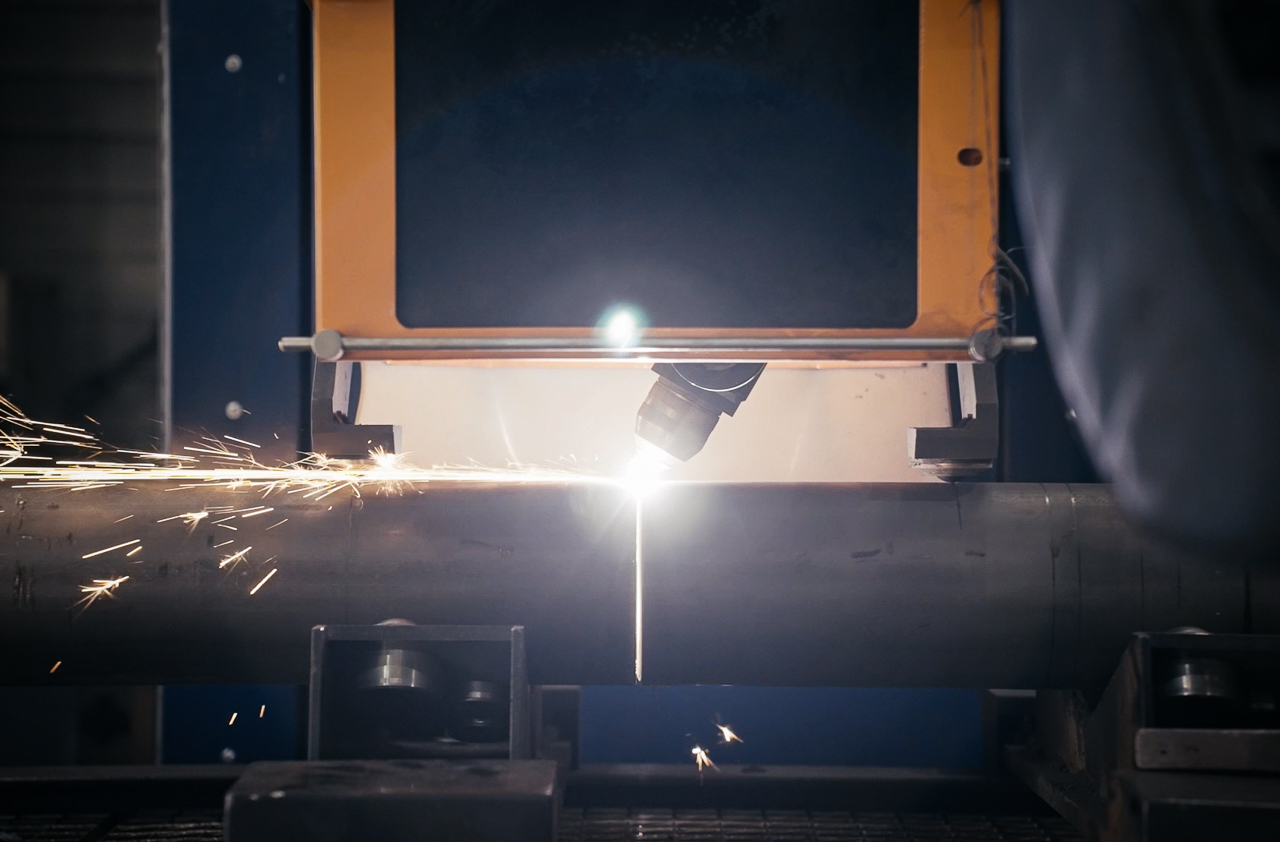
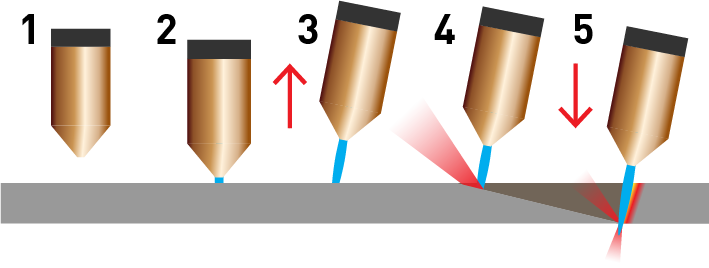
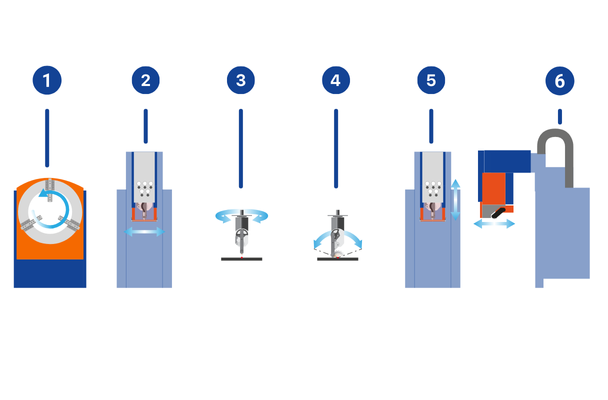
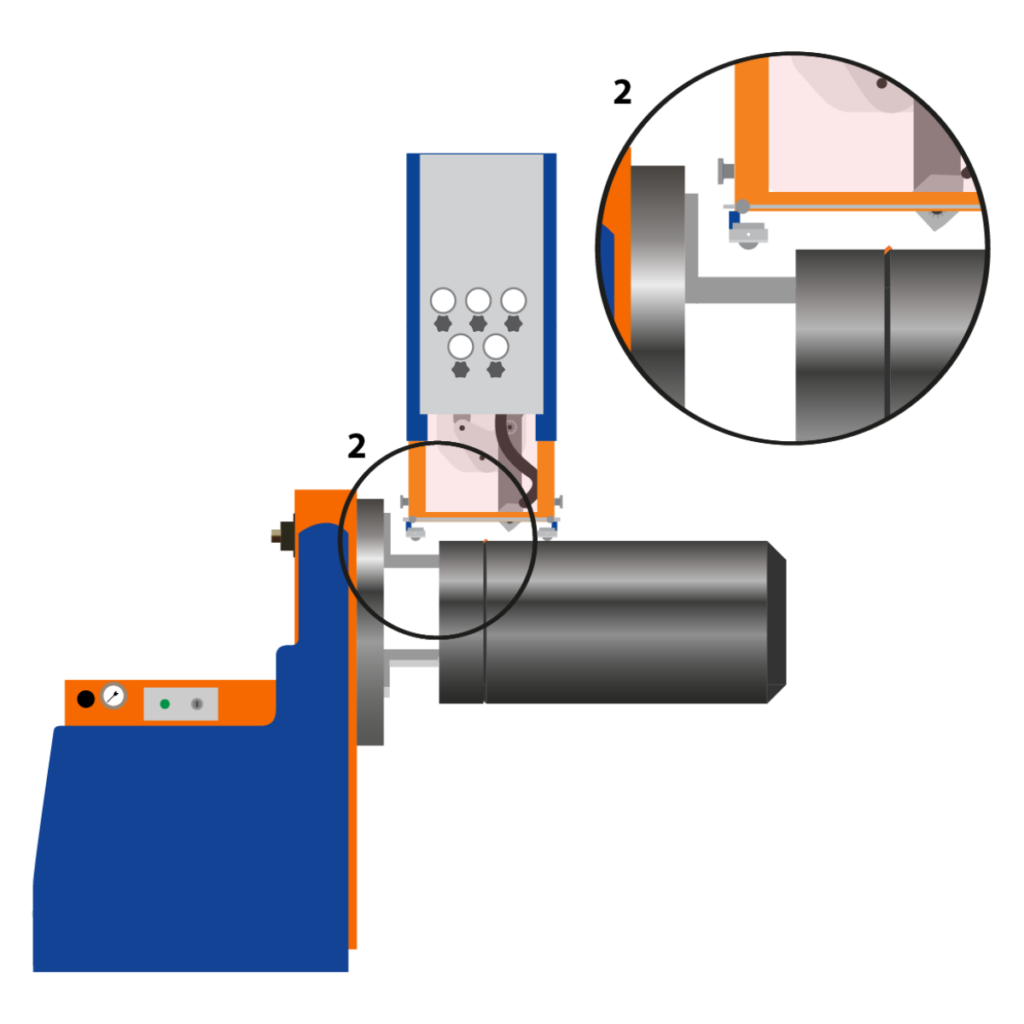
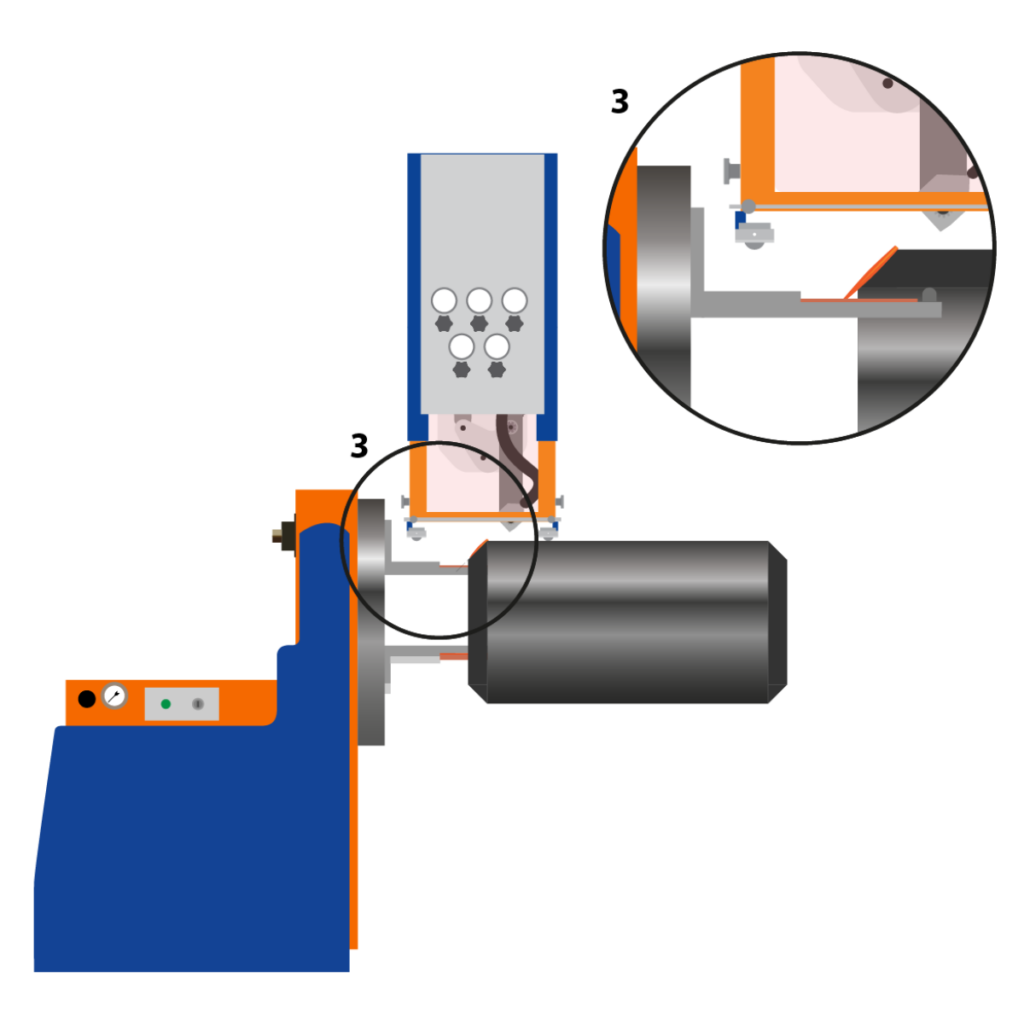
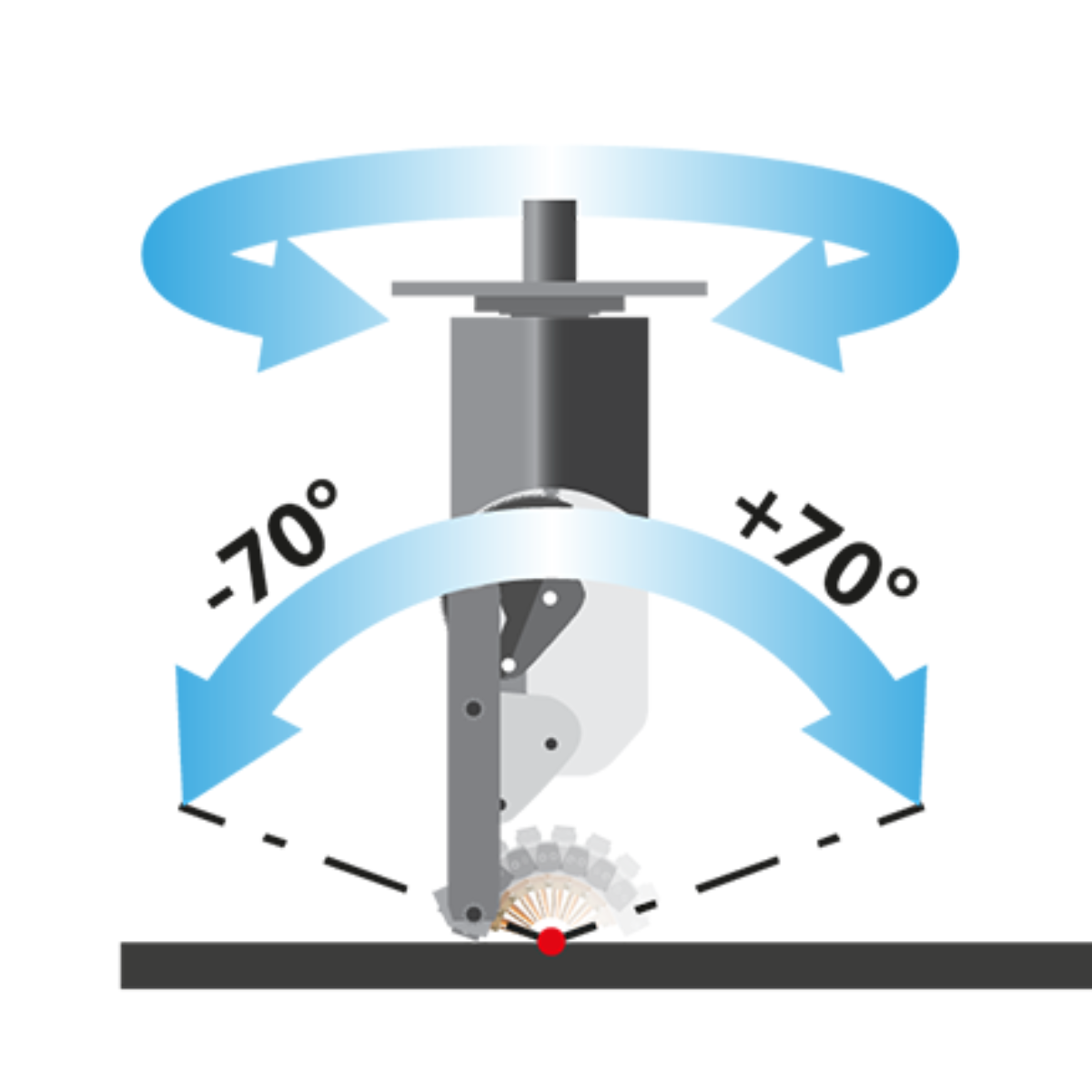
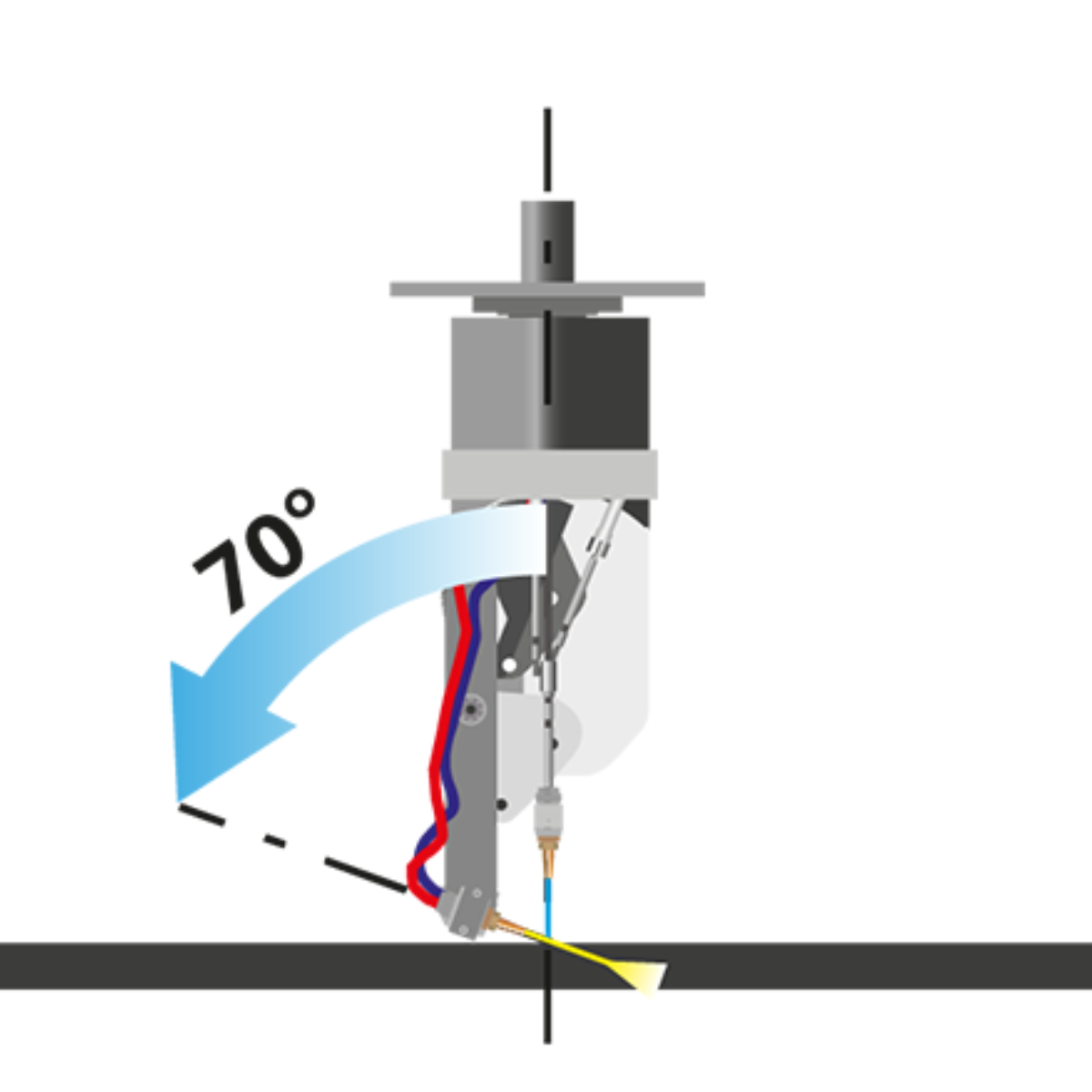
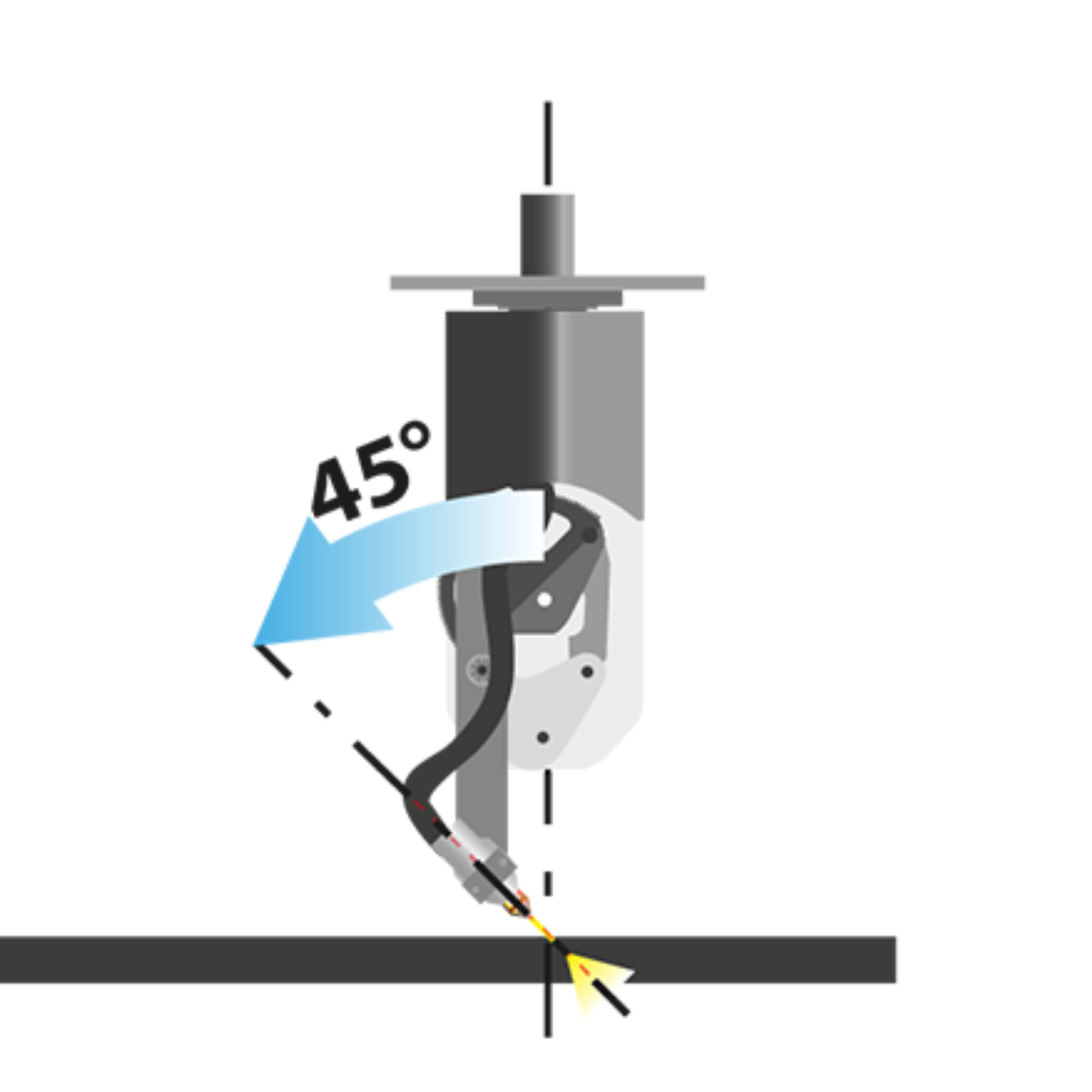
Patented Biaxial Cutting Head
The patented biaxial cutting head, with vertical, rotational, and tilting movements, ensures unmatched pipe cutting accuracy.CEO 
Adjustable Support For Bow Shaped Pipes
Adjustable pipe supports help compensate for pipe distortions where the actual and theoretical centerlines coincide.CEO 
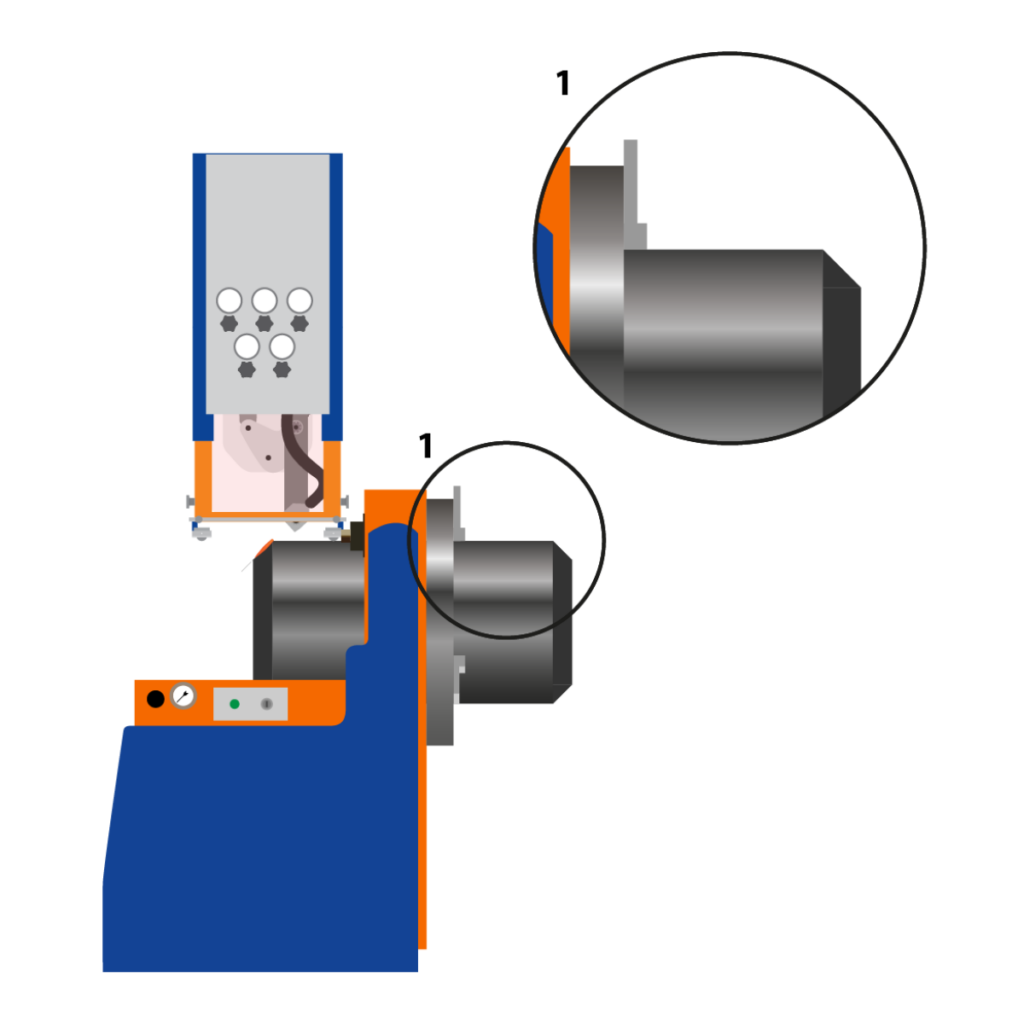
Solid Self-Centering Three-Jaw Chuck
The solid self-centering three-jaw chuck clamps and centers the pipe, rotating with it to ensure there is no slipping during rotation.CEO 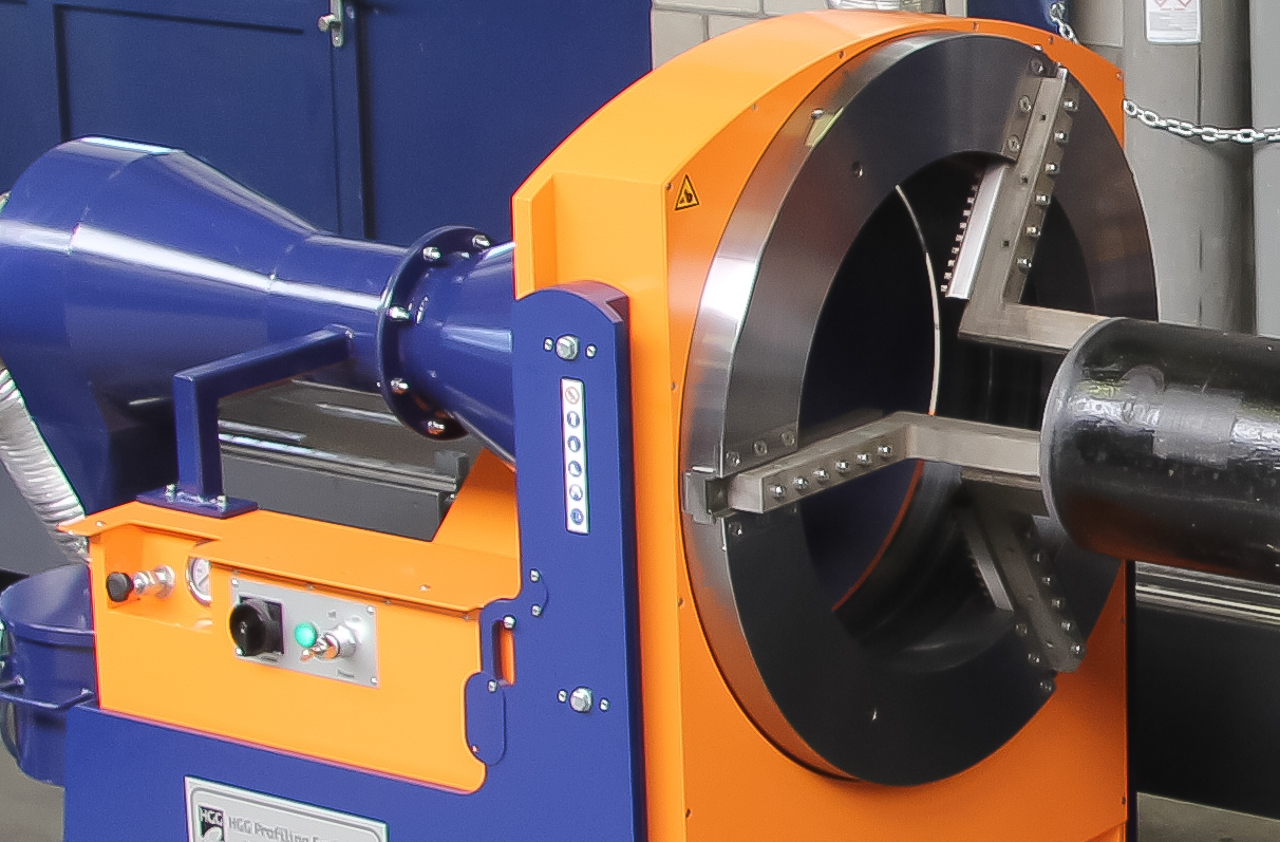
Fume Extraction to Protect Operators and Machine
By eliminating toxic fumes from your workshop, we not only ensure a healthy working environment but also promote safety and well-being for everyone on site.CEO 
 |
SPC 500 PT | 48 mm | 510 mm |
|
SPC 600 PT | 48 mm | 610 mm |
|
SPC 800 PT | 48 mm | 815 mm |
|
SPC 1000 PT | 48 mm | 1020 mm |
|
SPC 1200 PT | 48 mm | 1225 mm |

















{kind=link}
{kind=link}
{kind=link}