¿Quiere uniones soldadas de vigas H más fuertes?
En este artículo explicamos los términos de soldadura que debe conocer y que son útiles para la preparación de soldaduras para vigas H.
Inhoudsopgave
¿Desea más información? Póngase en contacto con nuestros especialistas.
¿Quiere uniones soldadas de vigas H más fuertes?
En este artículo explicamos los términos de soldadura que debe conocer y que son útiles para la preparación de soldaduras para vigas H.
Terminología de soldadura
A menudo existe mucha confusión en la terminología de la soldadura por haces.
A continuación se explican algunos de estos términos.
Geometría de la intersección
Inclinación
Ángulo agudo entre ejes de barras en el plano horizontal.
Pendiente
Ángulo agudo entre ejes miembros en un plano vertical.
También llamado «inclinación».
Forma
Geometría real para crear el corte final, el recorte o el orificio para un ajuste adecuado.
Preparación de la soldadura
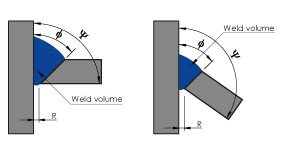
Ángulo de ranura φ
El ángulo entre las caras opuestas de las piezas conectadas que crean una ranura que se rellenará con materiales de soldadura.
Puede ser un ángulo de ranura interior o exterior para la preparación de la soldadura.
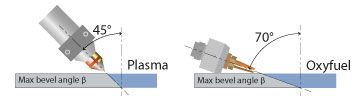
Ángulo de bisel β
El ángulo formado entre una línea central perpendicular a la pared y la cara cortada de la pared.
Es igual al ángulo de corte y puede ser negativo o positivo.
Un corte perpendicular tiene β=0°;
Mayor β plasma 45° (- o +).
Ángulo diedro ψ
Ángulo entre las caras exteriores de las paredes conectadas.
Los cálculos para la preparación óptima de la soldadura se basan en ψ.
Apertura de la raíz (R)
La separación en la junta entre las paredes después del montaje.
Técnica para aumentar la penetración de la junta para conseguir conexiones más fuertes.
Tipos de soldadura
Soldadura en ángulo
Soldadura de ranura
Soldadura a tope
Guía de preparación de soldaduras para uniones soldadas de vigas H
HGG desarrolla máquinas de corte de vigas para cortar cofias y preparación de soldaduras con una amplia variedad de tipos de biselado
Corte en bisel
Ninguno
Preferible en caso de conexiones atornilladas o para aplicar soldaduras en ángulo.
Ranura única
Corte en bisel para soldadura en ranura.
Preparación de la soldadura en el lado superior o inferior.
Ranura simple con nariz
Corte en bisel para soldadura de ranura con cara de raíz ancha.
Preparación de la soldadura en la cara superior o inferior.
Doble ranura
Corte en bisel X para soldaduras en ranura X o K.
Se puede aplicar una pequeña cara de raíz después del corte.
Ranura doble con nariz
Corte biselado en X para soldaduras de ranura en X o K con cara de raíz ancha.
Ratholes
Este orificio abierto en el alma justo contra la brida permite pasadas de soldadura continuas en las juntas de la brida a través del alma con una penetración completa de la junta.
La reducción necesaria en el alma permite evitar defectos como discontinuidades, inclusiones y penetración incompleta de las pasadas.
Los rebordes permiten realizar pruebas no destructivas de toda la junta.
Dependiendo de los documentos contractuales y de las normas de soldadura incluidas, un fabricante puede optar por no aplicar los ratholes.
Esto evita la reducción del alma, pero los posibles defectos que no puedan probarse deben tenerse en cuenta durante el cálculo de la resistencia.
Ninguna No se reduce la sección del alma para obtener una resistencia completa.
No es posible realizar ensayos no destructivos de las soldaduras situadas a lo largo del alma.
Tipo 1 Rathole tradicional.
La distancia requerida entre la antorcha y la brida para los cortes de la banda requiere un amolado mínimo.
Tipo 6 Ranura optimizada HGG.
No requiere rectificado.
AWS 6.2 Orificio de inspección de soldadura para conexiones de momento sísmico (sólo CAD-CAM).
Un ejemplo práctico
Los ejemplos siguientes le ayudarán a comprender la estructura de este documento.
Existen cortes para las formas de los extremos, los agujeros y los recortes.
Se necesitan cuatro cortes para definir la forma del extremo de una viga.
Ala superior, alma superior, alma inferior y ala inferior.
La preparación de la soldadura se muestra a la derecha del corte.
Una conexión soldada de viga a viga, totalmente fija para estructuras de acero de alto rendimiento.
Una conexión soldada de viga a viga, clavada con snipe para soportar miembros en estructuras de acero de alto rendimiento.