
El corte de tubos por plasma es una tecnología de corte de alta velocidad desarrollada para cortar materiales conductores de la electricidad.
En este artículo explicaremos todos los aspectos básicos para el corte de tubos por plasma.
El plasma corta el material conductor de la electricidad mediante un arco ionizado que sale por la boquilla.
Este arco vaporizador se crea mediante un circuito eléctrico entre el material y la antorcha.
La antorcha de los equipos de plasma convencionales emite un gas protector alrededor del gas de corte que aísla la boquilla de las salpicaduras durante la perforación y mejora aún más la calidad del corte.
Los equipos de plasma de alta definición estrechan el arco mediante un diseño especial de la antorcha.
El resultado es una mayor densidad de energía del arco para una calidad de corte superior.
Los gases de corte pueden variar
Dependiendo del equipo de plasma seleccionado, los gases de corte pueden variar entre aire u opcionalmente oxígeno, hidrógeno nitrógeno o argón.
También en función de los gases de corte, los gases de protección pueden variar entre aire u opcionalmente nitrógeno.
Perforación en ángulo
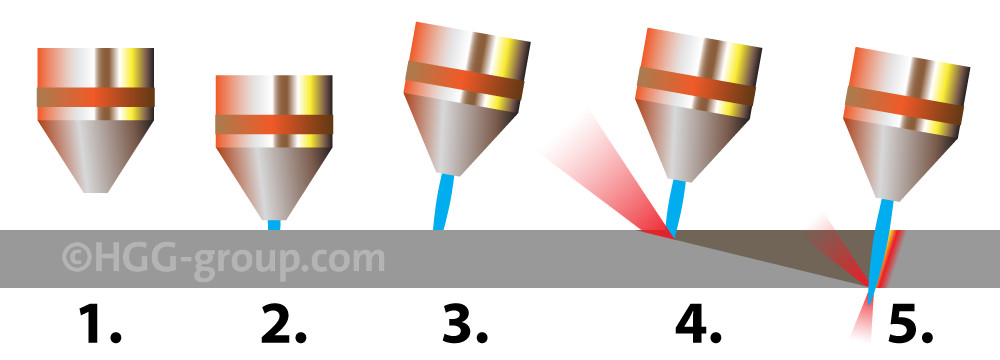
- La secuencia de perforación comienza con la colocación de la antorcha al inicio de la entrada.
- Ahora la antorcha desciende hasta la altura de perforación.
La antorcha de plasma crea un arco piloto que será expulsado de la boquilla por una corriente de gas que le proporcionará una vía de ignición sobre la materia prima conductora.
El arco principal se crea una vez que el arco piloto choca con la materia prima. - La antorcha se mueve hacia arriba para estar lista para la perforación.
El ángulo de la antorcha puede especificarse también para aplicaciones concretas. - A continuación, se produce un aumento de la corriente para iniciar el proceso de perforación mientras la antorcha comienza a moverse hacia el punto de inicialización de la forma de perfilado y la distancia antorcha-material perfecta para el corte.
El ángulo, la altura y el movimiento optimizados del soplete durante la perforación evitan que la boquilla salpique para lograr una mayor vida útil de los consumibles. - Tras la perforación, el soplete se encuentra en el ángulo de bisel correcto para iniciar el corte propiamente dicho.
Características del corte de tubos por plasma
Versátil
El plasma corta cualquier material conductor de la electricidad, lo que permite cortar una amplia gama de materiales, desde acero dulce hasta aleaciones exóticas.
Rápido
En la gama de espesores de pared de hasta 25 mm, el corte por plasma supera al oxicorte.
El proceso exotérmico del oxicorte limita la velocidad de corte a entre 350 y 800 mm/min.
mientras que el corte de tubos por plasma puede alcanzar velocidades de hasta 3000 mm/min.
con espesores de pared más pequeños.
Como el corte por plasma no requiere precalentamiento, se ahorra aún más tiempo en cada corte individual.
Alta calidad
El corte por plasma ofrece un resultado superficial superior al oxicorte cuando se corta material más fino.
El plasma también tiene una zona afectada por el calor más pequeña, lo que provoca una menor distorsión de la microestructura del material.
Costes del plasma
Los costes de inversión iniciales son más elevados para el plasma que para el oxicombustible.
Esto se debe a que, además de la fuente de plasma, se requiere un sistema de escape completo con unidad de filtrado.
El coste de los consumibles mensuales también es más caro que el del oxicombustible, pero se compensa con la mayor velocidad de corte que aumenta la producción.
Características únicas del plasma de HGG
Las máquinas de corte de tubos y el software de HGG permiten las siguientes compensaciones de las características del plasma que son únicas en la industria y que sólo están disponibles con la maquinaria de HGG, lo que es posible gracias a que todo el software es desarrollado por HGG internamente.
Control de la distancia antorcha-material
Esta técnica mantiene una distancia constante entre el soplete y el material tras la medición de la superficie del material.
Ayuda a evitar las colisiones del soplete de corte, la desviación del corte y garantiza un arco constante.
Compensación de la anchura de corte
En todas las rutinas de corte de tubos con CNC se incluye la compensación de la anchura de corte para compensar el grosor del arco, lo que garantiza la precisión.
Compensación de la forma del arco
Cuanto mayor sea el grosor de la pared del material, más puede influir la forma del arco en la precisión del corte.
Se trata de una compensación angular para corregir las imprecisiones debidas a la convergencia del arco.
Más información sobre lacompensación del haz de plasmaen el artículo ‘¿Cómo compensar el haz de plasma?
Tecnología de plasma
¿Quiere saberlo todo sobre la tecnología del plasma?
Lea el artículo «Comprender el plasma» en la página web del especialista en tecnología de plasma Hypertherm.



