Wilt u sterkere gelaste H-balk verbindingen?
In dit artikel leggen we uit welke lastermen u moet kennen voor het voorbereiden van lassen voor H-balken.
Inhoudsopgave
Meer informatie over het onderwerp? Neem contact op met onze specialisten.
Wilt u sterkere gelaste H-balk verbindingen?
In dit artikel leggen we uit welke lastermen u moet kennen voor het voorbereiden van lassen voor H-balken.
Lastechnische terminologie
Er is vaak veel verwarring in de terminologie van het balkenlassen.
Hieronder worden enkele van deze termen uitgelegd.
Kruispuntgeometrie
Schuin
Scherpe hoek tussen lidassen in het horizontale vlak.
Helling
Scherpe hoek tussen lidassen in een verticaal vlak.
Ook wel “inclinatie” genoemd.
Vorm
Werkelijke geometrie om de eindsnede, uitsparing of het gat te maken voor een goede pasvorm.
Lasvoorbereiding
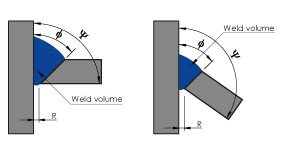
Groefhoek φ
De hoek tussen tegenover elkaar liggende vlakken van de verbonden delen waardoor een groef ontstaat die opgevuld moet worden met lasmateriaal.
Kan een binnen- of buitengroefhoek zijn voor lasvoorbereiding.
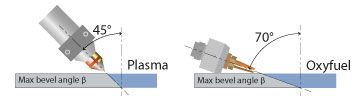
Afschuiningshoek β
De hoek die gevormd wordt tussen een middellijn loodrecht op de wand en het snijvlak van de wand.
Is gelijk aan de snijhoek en kan negatief of positief zijn.
Een loodrechte snede heeft β=0°;
Grootste β plasma 45° (- of +).
Tweevlakshoek ψ
Hoek tussen de buitenvlakken van de verbonden wanden.
Berekeningen voor optimale lasvoorbereiding zijn gebaseerd op ψ.
Rootopening (R)
De scheiding bij de voeg tussen de muren na montage.
Techniek om de voegpenetratie te vergroten voor sterkere verbindingen.
Soorten lassen
Vullas
Groeflas
Stuiklassen
Handleiding voor lasvoorbereiding voor gelaste H-balkverbindingen
HGG ontwikkelt bundelsnijmachines voor het snijden van koppen en lasvoorbereidingen met een groot aantal verschillende soorten afschuiningen
Afschuinen
Geen
Bij voorkeur in het geval van boutverbindingen of om hoeklassen aan te brengen.
Enkele groef
Afschuining voor groeflassen.
Lasvoorbereiding aan bovenzijde of onderzijde.
Enkele groef met neus
Afschuining voor groeflassen met breed aanzetvlak.
Lasvoorbereiding aan bovenzijde of onderzijde.
Dubbele groef
X-afschuining voor X- of K-groeflassen.
Klein aanzetvlak kan na het snijden worden aangebracht.
Dubbele groef met neus
X-afschuining voor X- of K-groeflassen met breed aanzetvlak.
Ratholes
Dit open gat in het lijf vlak tegen de flens maakt ononderbroken laspassen op flensverbindingen over het lijf mogelijk met volledige laspenetratie.
De noodzakelijke reductie in het lijf voorkomt defecten zoals discontinuïteiten, insluitingen en onvolledige inbranding van de lasnaden.
Ratholes maken niet-destructief testen van de volledige verbinding mogelijk.
Afhankelijk van de contractdocumenten en de opgenomen lasvoorschriften kan een fabrikant ervoor kiezen om geen groeven toe te passen.
Hierdoor wordt reductie van de lasbaan vermeden, maar bij de sterkteberekening moet rekening worden gehouden met mogelijke defecten die niet getest kunnen worden.
Geen Geen reductie in de lijfdoorsnede voor volledige sterkte.
Niet-destructieve tests van lassen dwars op het lijf zijn niet mogelijk.
Type 1 Traditioneel roostergat.
De vereiste afstand tussen toorts en flens voor rotatiesnedes een minimum aan slijpwerk vereist.
Type 6 HGG geoptimaliseerd roostergat.
Slijpen is niet nodig.
AWS 6.2 Lasinspectiegat voor seismische momentverbindingen (alleen CAD-CAM).
Een praktisch voorbeeld
De onderstaande voorbeelden helpen u de structuur van dit document te begrijpen.
Er zijn sneden beschikbaar voor eindvormen, gaten en uitsnijdingen.
Er zijn vier sneden nodig om de eindvorm van een balk te definiëren.
Bovenflens, bovendrager, onderdrager en onderflens.
De lasvoorbereiding wordt aan de rechterkant van de snede getoond.
Een gelaste balk-op-balkverbinding, volledig gefixeerd voor staalconstructies met hoge prestaties.
Een gelaste balk-op-balkverbinding, gepend met snipe voor het ondersteunen van balken in staalconstructies met hoge prestaties.