Verbeter de snijnauwkeurigheid van uw plasmastraal
Wilt u de nauwkeurigheid van uw plasmasnijden verbeteren?
Met slechts een paar aanpassingen kunt u de kwaliteit van het plasmasnijden aanzienlijk verbeteren.
Wij leggen u vier stappen uit om uw nauwkeurigheid te maximaliseren.
Inhoudsopgave
Meer informatie over het onderwerp? Neem contact op met onze specialisten.
Plasmasnijden Compensatie voor balken, staven en bollen
Wilt u de nauwkeurigheid van uw plasmasnijden verbeteren?
Met slechts een paar aanpassingen kunt u de kwaliteit van het plasmasnijden aanzienlijk verbeteren.
Er zijn een paar manieren om de plasmasnijnauwkeurigheid te verbeteren.
In het onderstaande artikel beschrijven we vier stappen die u kunnen helpen om uw plasmasnijnauwkeurigheid voor balken, staven en bollen te verbeteren.
Kerfbreedtecompensatie
De breedte of kerf is afhankelijk van het plasmasnijsysteem.
Deze kerf wordt door de software gecompenseerd om een nog betere nauwkeurigheid te garanderen.
Deze compensatie is meestal de helft van de kerfbreedte.
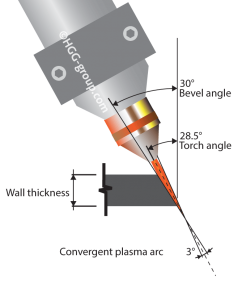
Compensatie boogvorm
In de meeste snijomstandigheden snijdt de plasmaboog een convergente kerf; deze convergentie kan variëren afhankelijk van de plasmatoorts, het mondstuk en de ingestelde toortshoogte.
Om ervoor te zorgen dat de snijafschuining nauwkeurig is, kan de convergentie gecompenseerd worden door een parameter in de machinesoftware.
Als de convergentie van de kerf 3 graden is met een vereiste afschuining van 30 graden, moet de snijhoek bijvoorbeeld met 1,5 graden worden gecorrigeerd.
Bijgevolg zal de toortshoek 28,5 graden zijn ter compensatie van de convergentie.
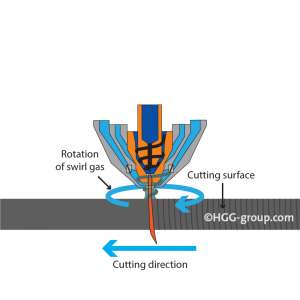
Geoptimaliseerde snijrichting
Plasmasnijden gebruikt een werveling om de boog te focussen, stabiliseren en beschermen.
De werveling creëert een ‘goede’ en een ‘slechte’ kant in de kerf.
Om een rechte snede te krijgen, moet de toorts in de juiste richting bewegen om de ‘goede’ kant op het onderdeel te hebben en de slechte kant op het restmateriaal.
De goede kant ligt rechts ten opzichte van de bewegingsrichting van de toorts.
HGG gebruikt deze kennis en past de snijroutines aan om de meest nauwkeurige snede te behouden.
Smeltcorrectie
Vooral bij het snijden van een negatieve afschuining gebeurt het wegsmelten en afronden van de hoeken op de paslijn.
In de software kan dit wegsmelten worden gecompenseerd met een numerieke variabele (mm).
Deze parameter corrigeert de (lokale) paslijn, wat het passen en lassen van het eindproduct vergemakkelijkt.
Geïnteresseerd in het automatiseren van uw snijwerk met een plasma snijmachine?
Bekijk alle beschikbare CNC snijmachines van HGG.