
Plasmapijpen is een snijtechnologie met hoge snelheid die ontwikkeld is om elektrisch geleidende materialen te snijden.
In dit artikel leggen we alle basisprincipes van het plasma buissnijden uit.
Plasma snijdt door elektrisch geleidend materiaal door middel van een geïoniseerde boog die uit het mondstuk wordt geblazen.
Deze verdampende boog wordt gecreëerd door een elektrisch circuit tussen het materiaal en de toorts.
De toorts van conventionele plasma-apparatuur stoot een beschermend gas uit rond het snijgas dat het mondstuk isoleert tegen spatten tijdens het doorboren en dat de snijkwaliteit verder verbetert.
Hoge-definitie plasma-apparatuur vernauwt de boog door een speciaal toortsontwerp.
Dit resulteert in een hogere energiedichtheid van de boog voor een superieure snijkwaliteit.
Snijgassen kunnen variëren
Afhankelijk van de geselecteerde plasma-apparatuur kunnen de snijgassen variëren tussen lucht of optioneel zuurstof, waterstof, stikstof of argon.
Eveneens afhankelijk van de snijgassen kunnen de beschermgassen variëren tussen lucht of optioneel stikstof.
Schuine piercing
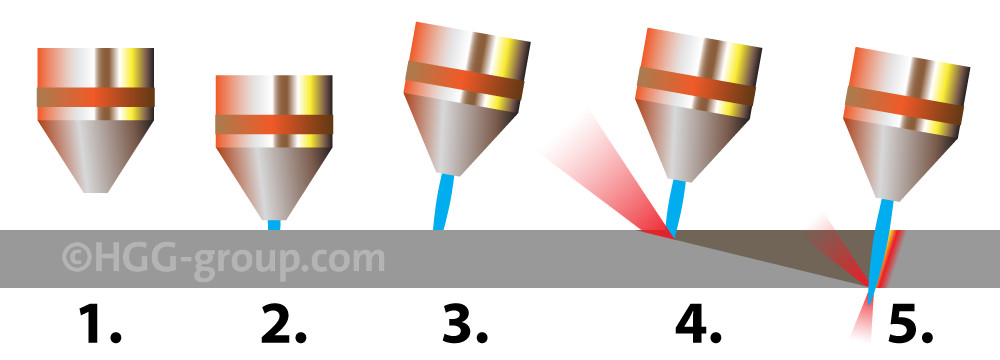
- De doorsteeksequentie begint met het plaatsen van de toorts aan het begin van de lead-in.
- Nu daalt de toorts tot doorsteekhoogte.
De plasmatoorts creëert een vlamboog die uit het mondstuk wordt geblazen door een gasstroom die een pad vormt om op de geleidende grondstof te ontbranden.
De hoofdboog wordt gecreëerd zodra de vlamboog de grondstof raakt. - De toorts beweegt omhoog om klaar te zijn voor het doorboren.
De toortshoek kan ook gespecificeerd worden voor specifieke toepassingen. - Er volgt een stroomstijging om het doorsteekproces te starten terwijl de toorts begint te bewegen naar het initialisatiepunt van de profielvorm en de perfecte toorts-materiaalafstand voor het snijden.
De geoptimaliseerde hoek, hoogte en beweging van de toorts tijdens het doorboren voorkomt dat het mondstuk gaat spatten om een langere levensduur van de verbruiksartikelen te bereiken. - Na het doorboren staat de toorts op de juiste afschuinhoek om met het eigenlijke snijden te beginnen.
Kenmerken van plasmapijpen
Veelzijdig
Plasma snijdt door elk elektrisch geleidend materiaal, waardoor een breed scala aan materialen kan worden gesneden, van zacht staal tot exotische legeringen.
Snel
In het wanddiktebereik tot 25 mm presteert plasmasnijden beter dan autogeensnijden.
Het exotherme proces van autogeensnijden beperkt de snijsnelheid tot 350-800 mm/min.
terwijl plasmabuissnijden snelheden tot 3000 mm/min. kan bereiken bij kleinere wanddiktes.
met kleinere wanddiktes.
Omdat plasmasnijden geen voorverwarming vereist, wordt er nog meer tijd bespaard bij elke afzonderlijke snede.
Hoge kwaliteit
Plasmasnijden levert een superieur oppervlakteresultaat dan autogeen snijden bij het snijden van dunner materiaal.
Plasma heeft ook een kleinere warmte-beïnvloede zone wat resulteert in minder vervorming van de microstructuur van het materiaal.
Plasma kosten
De initiële investeringskosten zijn hoger voor plasma dan voor zuurstof.
Dit komt doordat er naast de plasmabron een compleet afzuigsysteem met filtereenheid nodig is.
De kosten voor maandelijkse verbruiksartikelen zijn ook hoger dan bij autogeen, maar dit wordt gecompenseerd door de hogere snijsnelheid waardoor de productie toeneemt.
De unieke plasma-eigenschappen van HGG
HGG’s pijpsnijmachines en software maken de volgende compensaties van plasma-eigenschappen mogelijk die uniek zijn voor de industrie en alleen beschikbaar zijn met HGG’s machines, mogelijk doordat alle software door HGG zelf ontwikkeld wordt.
Afstandsregeling toorts-materiaal
Deze techniek handhaaft een constante afstand tussen de toorts en het materiaal na meting van het materiaaloppervlak.
Het helpt snijbranderbotsingen en snijafwijkingen te voorkomen en zorgt voor een constante boog.
Kerfbreedtecompensatie
Kerfbreedtecompensatie is opgenomen in alle CNC pijpsnijroutines om de boogdikte te compenseren, wat voor nauwkeurigheid zorgt.
Boogvormcompensatie
Hoe groter de wanddikte van het materiaal, hoe meer de vorm van de boog de nauwkeurigheid van de snede kan beïnvloeden.
Dit is een hoekcompensatie om onnauwkeurigheden door boogconvergentie te corrigeren.
Meer over compensatie voor plasmastraling in het artikel “Hoe compenseer ik voor plasmastraling?
Plasmatechnologie
Wilt u alles weten over plasmatechnologie?
Lees het artikel ‘Plasma begrijpen‘ op de website van plasmatechnologiespecialist Hypertherm.



