Plasmapijpsnijcompensatie
Wilt u de nauwkeurigheid van uw plasmapijpsnijwerk verbeteren?
Zijn uw gesneden stukken te kort of zijn uw sneden niet recht?
Welke kant van de plasma moet u gebruiken om een betere snijkwaliteit te krijgen?
Er zijn een paar manieren om de nauwkeurigheid van plasmasnijden aanzienlijk te verbeteren.
In dit artikel vindt u drie manieren om de nauwkeurigheid van uw plasmabuizen te verbeteren.
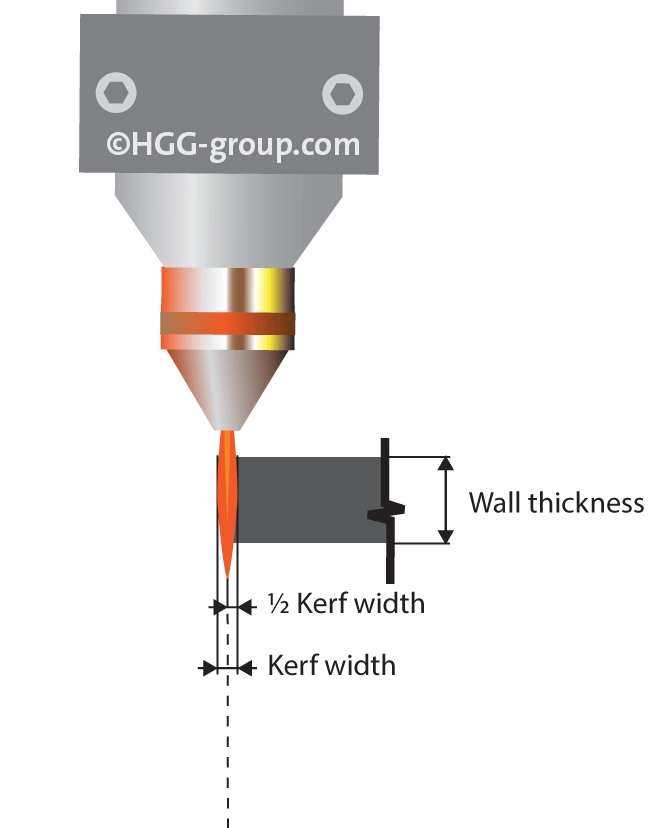
Kerfbreedtecompensatie
De breedte of kerf is afhankelijk van de plasmabron, het voltage en de stroomsterkte op basis van de wanddikte.
Voor een nog betere nauwkeurigheid kan deze kerf gecompenseerd worden door de besturingssoftware vaneen pijpuitsnijmachine.
Deze compensatie is meestal de helft van de kerfbreedte.
Kerfbreedtecompensatie
De breedte of kerf is afhankelijk van de plasmabron, het voltage en de stroomsterkte op basis van de wanddikte.
Voor een nog betere nauwkeurigheid kan deze kerf gecompenseerd worden door de besturingssoftware van een buizensnijmachine, zoals de SPC 500 – 1200 PT van HGG.
Deze compensatie is meestal de helft van de kerfbreedte.
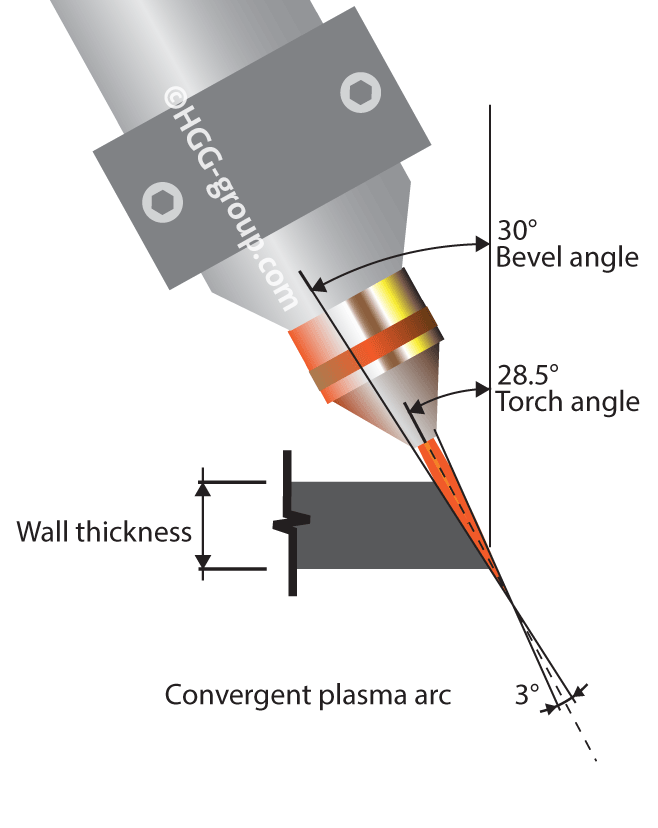
Divergentiecompensatie
In de meeste snijomstandigheden is de plasmastraal divergent; deze divergentie kan variëren afhankelijk van de plasmatoorts en het mondstuk.
Om ervoor te zorgen dat de snijhoek nauwkeurig is, kan de divergentiecompensatie in de machine worden geherprogrammeerd als een offset.
Als de divergentie van de straal bijvoorbeeld 3 graden is en de vereiste afschuining 30 graden, dan heeft de snijhoek een offset van 1,5 graden.
Bijgevolg wordt de toorts ingesteld op 31,5 graden ter compensatie van de divergentie.
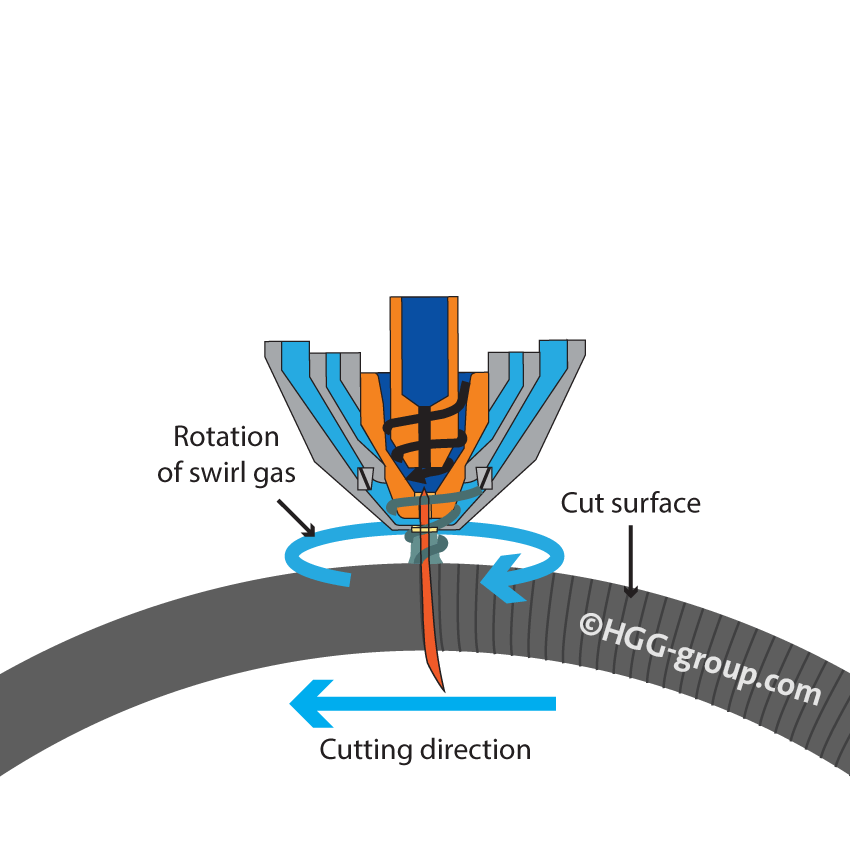
Geoptimaliseerde snijrichting
Plasmasnijden maakt gebruik van een werveling om de straal stevig te richten, te stabiliseren en te beschermen.
Om een rechte snede op uw productiestukken te krijgen, moet u in de juiste richting bewegen.
De “goede kant” is rechts als de toorts van u af beweegt.