5 Bewegingen om elke keer de perfecte snit te maken
Onze machines maken gebruik van 5 bewegingspunten om steeds de perfecte snede te maken.
We zullen u snel de basisbeginselen uitleggen over hoe Complex 3D profileren wordt bereikt met een pijp-profileermachine.
Inhoudsopgave
Meer informatie over het onderwerp? Neem contact op met onze specialisten.
Het automatiseren van uw buisprofileringsproces is vaak voordelig als er 3D-vormen nodig zijn.
Het geautomatiseerde proces is niet alleen tijdbesparend, maar ook nauwkeuriger in vergelijking met handmatig snijden.
Complexe 3D-profielen, zoals gaten, eindsnedes of kreeftruggen, met of zonder lasvoorbereiding, kunnen gemakkelijk uitgevoerd worden met een pijp-profileermachine.
Soepele en continue bewegingen, die gemakkelijk met machines te maken zijn, resulteren in schonere sneden.
Voor het 3D profileren van uw buizen gebruikt de HGG machine 5 bewegingspunten om elke keer de perfecte snede te maken!
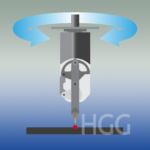
1. Hoofdaandrijving Rotatie
Om het volledige oppervlak van een pijp te snijden, moet u deze rond de middellijn draaien.
Pijprotatie kan worden uitgevoerd door de pijp te roteren met een aangedreven steun of door de pijp vast te klemmen met een CNC-gestuurde klauwplaat en deze te roteren.
Dit zorgt voor maximale nauwkeurigheid en voorkomt dat de pijp wegglijdt.
2. Snijwagen in lengterichting
Pijpsnijden omvat eindsnijden en tussensnijden.
Om over de volledige lengte van de pijp te snijden, moet u of de pijp verplaatsen of uw toorts verplaatsen.
HGG pijpsnijmachines verplaatsen de snijwagen naar de juiste positie met CNC gestuurde bewegingen.
3. Rotatie van de snijkop
De roterende beweging van de tweeassige snijkop lijnt de toorts uit met het juiste vlak voordat de snijkop wordt gekanteld.
Het draaien van de snijkop is nodig om de toorts te positioneren voor nauwkeurige afschuiningen met eind- en tussensneden.
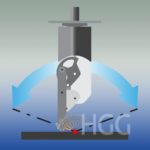
4. Kantelen van de snijkop
De kantelende beweging van de tweeassige snijkop positioneert de toorts onder de juiste hoek om schuine eind- en tussensnedes uit te voeren.
Wanneer de snijbrander kantelt, beweegt de snijwagen in de lengterichting om de nieuwe toortshoek te compenseren.
De combinatie van deze vier bewegingen maakt zeer nauwkeurig schuin snijden mogelijk.
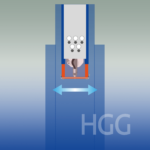
5. Hoogte snijwagentje
HGG machines snijden een reeks verschillende diameters.
Door een combinatie van de hoogtebeweging van de trolley en van de klauwplaat kan het volledige bereik worden gesneden.
Sensorarmen op de snijwagen zorgen voor een constante toorts-materiaal afstand tijdens het snijden, zelfs bij het snijden van vervormde buizen.
Bij buizen die niet in vorm zijn, voorkomen mechanische sensorarmen dat de toorts het materiaal raakt.
Snijwagen Transversaal
In sommige situaties (bijv. bij het snijden van vatkoppen, kokerprofielen, specifieke gaten) is een dwarse beweging over de diameter van de pijp nodig.
Deze extra richting biedt het voordeel van een grotere bereikbaarheid, maar is over het algemeen niet noodzakelijk.
Vervormde buizen, met grote naadlassen, een boogvorm of een ongelijke ovaliteit over de lengte, hebben baat bij minder beweging.
Vooral tussensnedes kunnen negatief beïnvloed worden.
Door dwarsbeweging toe te voegen, kunnen tussensnijdingen worden uitgevoerd met minimale rotatie van de pijp.
HGG noemt dit PerfectHoleTM technologie, en wordt aangeraden aan diegenen die hun kwaliteitsoutput willen maximaliseren.