
Le coupage de tubes au plasma est une technologie de coupage à grande vitesse mise au point pour couper des matériaux conducteurs d’électricité.
Dans cet article, nous vous expliquons toutes les bases du coupage de tubes au plasma.
Le plasma coupe les matériaux conducteurs d’électricité grâce à un arc ionisé qui sort de la buse.
Cet arc de vaporisation est créé par un circuit électrique entre le matériau et la torche.
La torche d’un équipement plasma conventionnel émet un gaz protecteur autour du gaz de coupe qui isole la buse des éclaboussures pendant le perçage et améliore encore la qualité de la coupe.
L’équipement plasma haute définition rétrécit l’arc grâce à une conception spéciale de la torche.
Il en résulte une densité d’énergie accrue de l’arc pour une qualité de coupe supérieure.
Les gaz de coupe peuvent varier
En fonction de l’équipement plasma sélectionné, les gaz de coupe peuvent varier entre l’air ou, au choix, l’oxygène, l’hydrogène, l’azote ou l’argon.
En fonction des gaz de coupe, les gaz de protection peuvent également être de l’air ou, en option, de l’azote.
Perçage angulaire
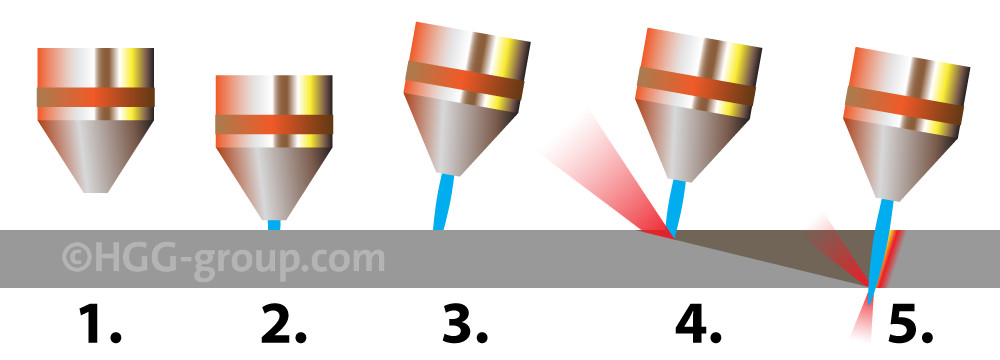
- La séquence de perçage commence par le positionnement de la torche au début de l’introduction.
- La torche s’abaisse ensuite pour atteindre la hauteur de perçage.
La torche à plasma crée un arc pilote qui sera soufflé hors de la buse par un flux de gaz fournissant une voie d’allumage sur la matière première conductrice.
L’arc principal est créé lorsque l’arc pilote touche la matière première. - La torche se déplace vers le haut pour être prête à percer.
L’angle de la torche peut également être spécifié pour des applications spécifiques. - Une montée en courant suit pour démarrer le processus de perçage tandis que la torche commence à se déplacer vers le point d’initialisation de la forme de profilage et la distance parfaite entre la torche et le matériau pour la coupe.
L’optimisation de l’angle, de la hauteur et du mouvement de la torche pendant le perçage permet d’éviter les éclaboussures sur la buse, ce qui prolonge la durée de vie des consommables. - Après le perçage, la torche est à l’angle de biseau correct pour commencer la coupe proprement dite.
Caractéristiques de la découpe de tubes par plasma
Polyvalent
Le plasma découpe tout matériau conducteur d’électricité, ce qui permet de découper une large gamme de matériaux, de l’acier doux aux alliages exotiques.
Rapide
Dans les épaisseurs de paroi allant jusqu’à 25 mm, le découpage au plasma est plus performant que l’oxycoupage.
Le processus exothermique de l’oxycoupage limite la vitesse de coupe entre 350 et 800 mm/min.
alors que le coupage de tubes au plasma peut atteindre des vitesses de 3 000 mm/min.
avec des épaisseurs de paroi plus faibles.
Le coupage au plasma ne nécessitant pas de préchauffage, il permet de gagner encore plus de temps pour chaque coupe.
Haute qualité
Le découpage au plasma permet d’obtenir un résultat de surface supérieur à celui de l’oxy-combustion lors du découpage de matériaux plus fins.
La zone affectée par la chaleur du plasma est également plus petite, ce qui réduit la distorsion de la microstructure du matériau.
Coûts du plasma
Les coûts d’investissement initiaux sont plus élevés pour le plasma que pour l’oxy-combustible.
En effet, outre la source de plasma, un système d’échappement complet avec unité de filtrage est nécessaire.
Le coût des consommables mensuels est également plus élevé que celui de l’oxycombustion, mais il est compensé par la vitesse de coupe plus élevée qui augmente la production.
Les caractéristiques uniques du plasma de HGG
Les machines de coupe de tubes et le logiciel de HGG permettent les compensations suivantes des caractéristiques du plasma, qui sont uniques dans l’industrie et uniquement disponibles avec les machines de HGG, ce qui est rendu possible par le fait que tous les logiciels sont développés par HGG en interne.
Contrôle de la distance entre la torche et le matériau
Cette technique permet de maintenir une distance constante entre la torche et le matériau après avoir mesuré la surface du matériau.
Elle permet d’éviter les collisions entre les torches de coupe, les déviations de coupe et de garantir un arc constant.
Compensation de la largeur du sillon
La compensation de la largeur de l’arc est incluse dans toutes les routines de coupe de tubes CNC afin de compenser l’épaisseur de l’arc, ce qui garantit la précision.
Compensation de la forme de l’arc
Plus l’épaisseur de la paroi du matériau est importante, plus la forme de l’arc peut influencer la précision de la coupe.
Il s’agit d’une compensation angulaire destinée à corriger les imprécisions dues à la convergence des arcs.
Pour en savoir plus sur la compensation dufaisceau deplasma, consultez l’article « Comment compenser le faisceau de plasma ?
Technologie du plasma
Vous voulez tout savoir sur la technologie du plasma ?
Lisez l’article « Comprendre le plasma » sur le site web du spécialiste de la technologie plasma Hypertherm.



