Lors de la découpe de matériaux à parois épaisses, comme les cuves sous pression, il est difficile de définir le temps et la température parfaits pour le préchauffage afin que même la partie la plus profonde du matériau soit chauffée à la bonne température.
Cela demande beaucoup de pratique et d’expérience.
Lorsque des matériaux à parois épaisses sont préchauffés un peu trop longtemps, l’apport d’oxygène provoque de nombreuses éclaboussures et crée un grand cratère.
Cela est dû à l’épaisseur de la paroi et à la quantité excessive de scories liquides.
En revanche, si le préchauffage est insuffisant, l’épaisseur totale de la paroi n’atteindra pas la température d’allumage nécessaire pour maintenir le processus exothermique.
Le processus s’arrêtera à mi-chemin et l’opérateur devra réessayer à un autre point de départ, et les dommages causés au contour du raccord nécessiteront beaucoup plus de meulage et de soudage.
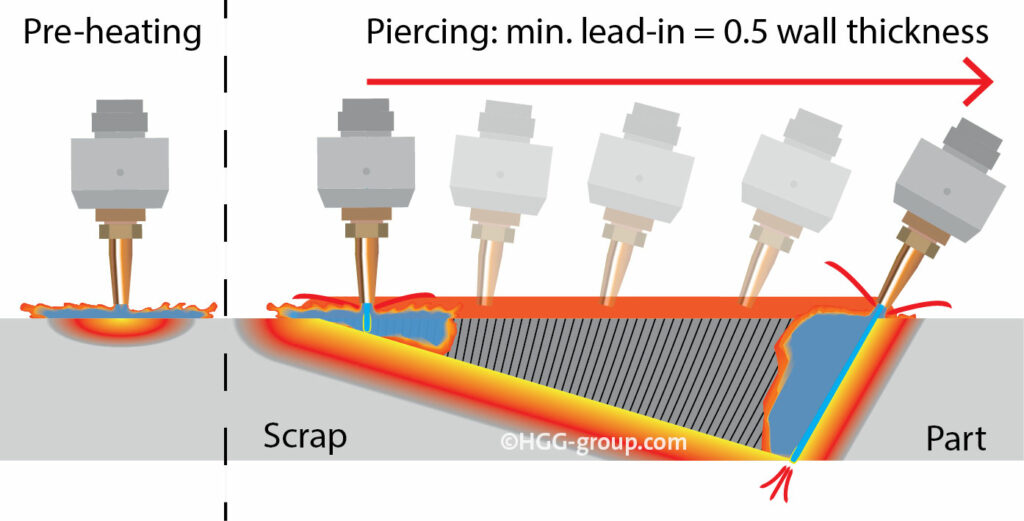
Perçage proportionnel
Pour automatiser ce processus, il est possible d’appliquer une méthode appelée perçage proportionnel, qui consiste à réguler le flux d’oxygène afin de contrôler le processus exothermique pendant le perçage.
Après une très courte période de préchauffage pour que la surface du matériau atteigne la température d’allumage, le processus de perçage démarre à une faible pression d’oxygène.
Lorsque la torche commence à se déplacer vers le point d’initialisation du contour programmé du raccord, elle change progressivement d’angle tout en augmentant progressivement la pression d’oxygène jusqu’à la pression maximale afin de maintenir le processus exothermique et de percer plus profondément.
L’inclinaison crée de l’espace pour le laitier liquide et entraîne un minimum de projections (protection de la pointe de coupe).