5 Bewegungen, um jedes Mal den perfekten Schnitt zu machen
Unsere Maschinen nutzen 5 Bewegungspunkte, um jedes Mal einen perfekten Schnitt zu erzielen.
Wir werden kurz die Grundlagen erläutern, wie eine komplexe 3D-Profilierung mit einer Rohrprofiliermaschine erreicht wird.
Inhoudsopgave
Mehr Informationen zum Thema onderwerp? Nehmen Sie Kontakt mit unseren Spezialisten auf.
Die Automatisierung Ihres Rohrprofilierungsprozesses ist oft von Vorteil, wenn 3D-Formen erforderlich sind.
Der automatisierte Prozess ist nicht nur zeitsparend, sondern im Vergleich zum manuellen Schneiden auch genauer.
Komplexe 3D-Profilierungen, wie Löcher, Endschnitte oder Hummerrücken, mit oder ohne Schweißnahtvorbereitung, lassen sich mit einer Rohrprofiliermaschine leicht durchführen.
Sanfte und kontinuierliche Bewegungen, die mit Maschinen leicht zu erreichen sind, führen zu saubereren Schnitten.
Für die 3D-Profilierung Ihrer Rohre nutzen die HGG-Maschinen 5 Bewegungspunkte, um jedes Mal einen perfekten Schnitt zu erzielen!
1. Rotation des Hauptantriebs
Um die gesamte Oberfläche eines Rohrs zu schneiden, müssen Sie es um seine Mittellinie drehen.
Die Drehung des Rohrs kann durch Drehen mit einer angetriebenen Stütze oder durch Einspannen mit einem CNC-gesteuerten Spannfutter und Drehen erfolgen.
Dies sorgt für maximale Genauigkeit und verhindert ein Verrutschen des Rohrs.
2. Schneidewagen Längsseite
Das Schneiden von Rohren umfasst Endschnitte und Zwischenschnitte.
Um entlang der gesamten Länge des Rohrs zu schneiden, bewegen Sie entweder das Rohr oder Ihren Brenner.
Die Rohrschneidemaschinen von HGG bewegen den Schneidewagen CNC-gesteuert in die richtige Position.
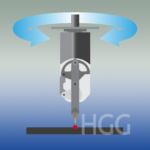
3. Rotation des Schneidkopfes
Die Drehbewegung des biaxialen Schneidkopfs richtet den Brenner auf die richtige Ebene aus, bevor der Schneidkopf gekippt wird.
Das Drehen des Schneidkopfs ist notwendig, um den Brenner für genaue Fasen mit End- und Zwischenschnitten zu positionieren.
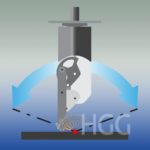
4. Neigung des Schneidkopfes
Die Kippbewegung des biaxialen Schneidkopfs positioniert den Brenner im richtigen Winkel, um schräge End- und Zwischenschnitte durchzuführen.
Wenn der Schneidbrenner gekippt wird, bewegt sich der Schneidwagen in Längsrichtung, um den neuen Brennerwinkel auszugleichen.
Die Kombination dieser vier Bewegungen ermöglicht einen hochpräzisen Fasenschnitt.
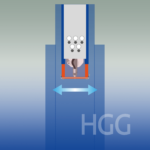
5. Höhe des Schneidewagens
HGG-Maschinen schneiden eine Reihe von verschiedenen Durchmessern.
Eine Kombination aus der Höhenbewegung des Wagens und des Spannfutters ermöglicht das Schneiden des gesamten Bereichs.
Sensorarme am Schneidewagen halten den Abstand zwischen Brenner und Material während des Schneidens konstant, selbst beim Schneiden verzogener Rohre.
Bei verformten Rohren verhindern mechanische Sensorarme, dass der Brenner auf das Material trifft.
Schneidewagen Transversal
In manchen Situationen (z.B. beim Schneiden von Gefäßköpfen, Kastenprofilen oder speziellen Löchern) ist eine Querbewegung quer zum Rohrdurchmesser erforderlich.
Diese zusätzliche Richtung bietet den Vorteil einer besseren Erreichbarkeit, ist aber im Allgemeinen nicht notwendig.
Verzogene Rohre mit großen Schweißnähten, einer Bogenform oder einer ungleichmäßigen Ovalität über ihre Länge profitieren von weniger Bewegung.
Vor allem Zwischenschnitte können dadurch negativ beeinflusst werden.
Durch eine zusätzliche Querbewegung können Zwischenschnitte mit minimaler Drehung des Rohrs durchgeführt werden.
HGG nennt dies die PerfectHoleTM Technologie und empfiehlt sie all jenen, die ihre Qualität maximieren möchten.