Alternatieve manieren om randen op balken te breken
Het creëren van een barrière tegen corrosie is essentieel voor het verlengen van de levensduur van staalconstructies.
Het breken van randen wordt daarom toegepast om de oppervlakken voor coatingdekking en uiteindelijk corrosiebescherming te verbeteren.
De hoge oppervlaktespanning van vloeibare coating trekt de film weg aan scherpe randen, wat resulteert in een onvoldoende laagdikte van de coating.
Defecte coatings maken een rand gevoeliger voor corrosie.
Beschermende verven en andere coatings kunnen zich niet hechten aan scherpe materiaalranden.
Om te zorgen voor een gelijkmatige en volledige coating op het oppervlak van randen op balken, T-staven en platte staven, moeten deze randen eerst worden afgerond.
Er zijn twee gebruikelijke manieren die fabrikanten gebruiken om randen van balken en staven af te ronden: afschuinen en walsen.
Dit laatste kan op drie manieren: slijpen, frezen en afronden door walsen met behulp van geautomatiseerde machines.
Afkanten van randen versus afronden van randen
Het nadeel van afschuinen is dat er nieuwe randen ontstaan, waardoor nog steeds hetzelfde verdrijvingseffect van vloeibare coating ontstaat door de hoge oppervlaktespanning.
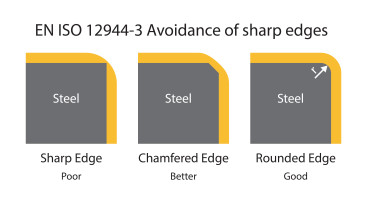
Dit maakt het afronden van randen tot een voorkeursproces in vergelijking met afkanten.
De meest voorkomende technieken voor het afronden van randen in de praktijk zijn machinale bewerkingen zoals slijpen en frezen.
Er zijn zowel elektrische gereedschappen als halfautomatische machines beschikbaar om randen af te ronden door middel van machinale bewerking en deze worden in de praktijk het meest gebruikt.
We zullen de drie alternatieve technieken om dit laatste te bereiken nader bekijken;
- Slijpen
- Frezen
- Rolling
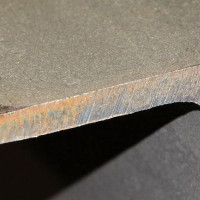
Frezen
Het gefreesde monster op de foto hieronder toont het resultaat van randafronding door halfautomatische machines.
Het is erg moeilijk om de frees langs de rand te leiden en een frees is niet bereid om een positioneringsafwijking te vergeven.
Dit resulteert in ongewenste spoorvorming.
Zoals u kunt zien zijn de randen afgerond, maar een beetje afgeschuind en niet volledig afgerond.
Op de foto is ook een inkeping te zien.
Dit proces garandeert geen constante laagdikte.
Slijpen
Het geslepen monster op de foto toont het resultaat van randafronding door een halfautomatische machine.
De randen zijn afgerond, maar een beetje afgeschuind en niet volledig afgerond.
Deze afgeschuinde oppervlaktestructuur is het resultaat van meerdere slijpbewegingen langs de rand.
Slijpen kan een afgeronde rand creëren op basis van meerdere afschuiningen.
Dit verklaart waarom de rand niet volledig afgerond is.
Daarom garandeert slijpen geen constante laagdikte.
Rolling
Het derde alternatief is walsen.
Een geharde wals met een ronde vorm drukt op de rand om het zacht staal te vervormen, waardoor er een perfect afgeronde rand op het materiaal ontstaat.
De wals leidt zichzelf en is bereid om elke positioneringsafwijking te vergeven.
Deze snelle, geruisloze en stofvrije techniek heeft slechts één nadeel.
De hardheid van het materiaal neemt iets toe aan de rand waar de kracht wordt uitgeoefend.
Er is onderzoek nodig om te controleren of de verhoogde hardheid interfereert met de materiaalnormen.
Afronden van randen is een alternatieve manier voor het breken van randen van balken
Het breken van de randen door walsen is lang beschouwd als een proces dat het materiaal vervormt en dus kan leiden tot microscheurtjes en verharding, en wordt daarom vaak vermeden.
Men denkt dat het proces de materiaaleigenschappen kan beïnvloeden, die dan niet aan de normen en codes zouden kunnen voldoen.
Bij het breken van alleen de oppervlaktekanten is het vervormde volume echter zeer klein en valt het binnen de internationale normen.