Wussten Sie, dass Sie durch automatisiertes Schneiden von Rohren und die Anwendung intelligenter Schweißvorbereitungstechniken bis zu 30 % der Arbeitskosten und des Schweißvolumens vor Ort einsparen können?
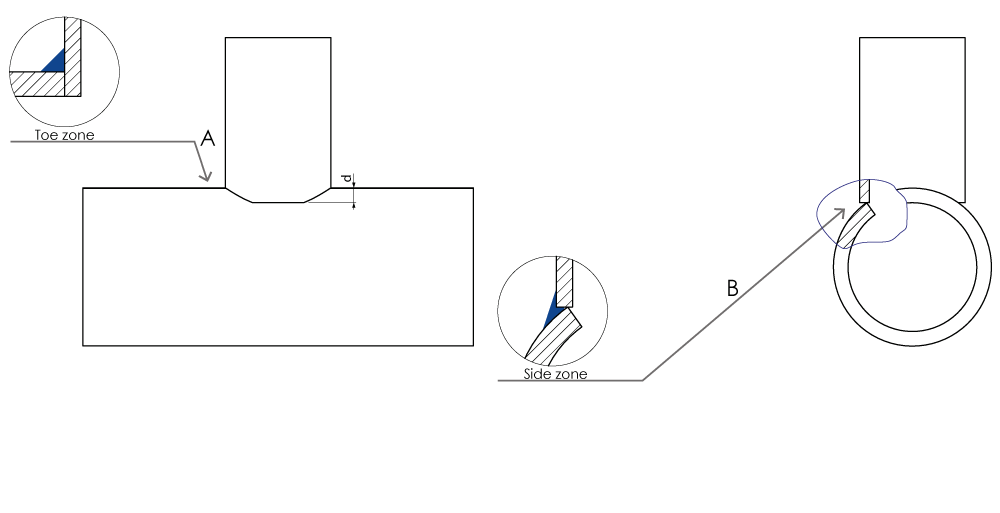
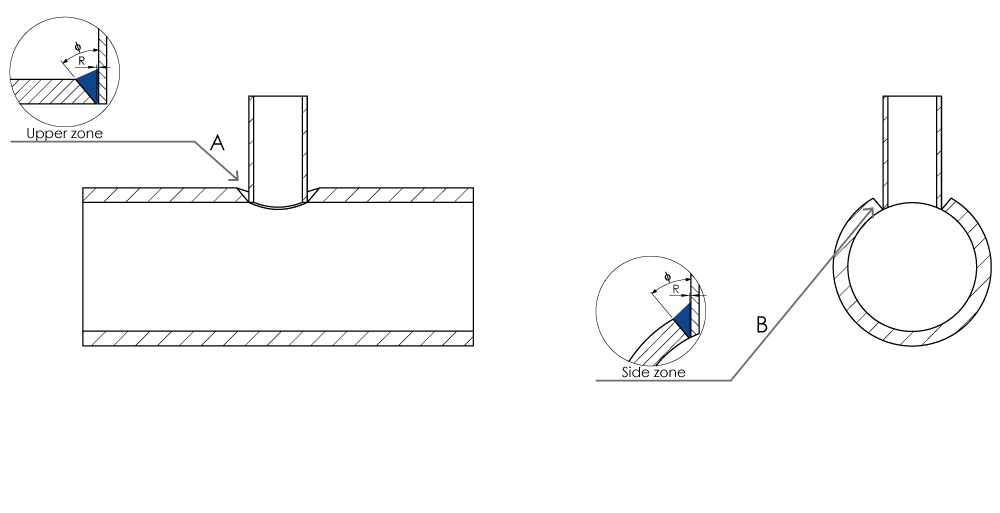
In diesem Artikel erläutern wir die sechs gängigsten Rohrprofilierungsformen für den Schiffsbau.