Alternative Methoden zum Brechen von Kanten an Balken
Die Schaffung einer Barriere gegen Korrosion ist entscheidend für die Verlängerung der Lebensdauer von Stahlkonstruktionen.
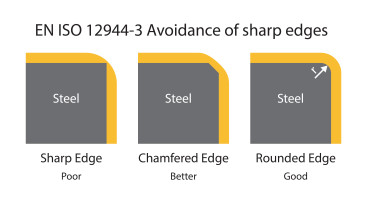
Die Kantenbrechung wird daher eingesetzt, um die Oberflächen für die Beschichtung und letztendlich den Korrosionsschutz zu verbessern.
Die hohe Oberflächenspannung der flüssigen Beschichtung zieht den Film an scharfen Kanten weg, was zu einer unzureichenden Schichtdicke führt.
Ein Versagen der Beschichtung macht eine Kante anfälliger für Korrosion.
Schutzlacke und andere Beschichtungen können an scharfen Materialkanten nicht haften.
Um eine gleichmäßige und vollständige Beschichtung auf der Oberfläche der Kanten von Trägern, T-Stücken und Flacheisen zu gewährleisten, müssen diese Kanten zunächst abgerundet werden.
Es gibt zwei gängige Methoden, um die Kanten von Trägern und Stäben zu brechen: Anfasen und Walzen.
Letzteres kann auf drei Arten erfolgen: Schleifen, Fräsen und Kantenverrundung durch Walzen mit Hilfe von automatisierten Maschinen.
Kantenbrechung durch Fasen versus Kantenabrundung
Der Nachteil des Abschrägens ist die Entstehung neuer Kanten, die durch die hohe Oberflächenspannung immer noch den gleichen Verdrängungseffekt der flüssigen Beschichtung erzeugen.
Das macht die Kantenverrundung zu einem bevorzugten Verfahren im Vergleich zum Fasen.
Die in der Praxis gebräuchlichsten Kantenverrundungstechniken sind maschinelle Bearbeitungen wie Schleifen und Fräsen.
Sowohl Elektrowerkzeuge als auch halbautomatische Maschinen stehen für die maschinelle Kantenverrundung zur Verfügung und sind in der Praxis am häufigsten anzutreffen.
Wir werden uns die drei alternativen Techniken, mit denen Letzteres erreicht werden kann, genauer ansehen;
- Schleifen
- Fräsen
- Rollender
Fräsen
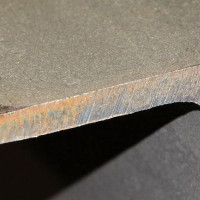
Die gefräste Probe auf dem Bild unten zeigt das Ergebnis der Kantenverrundung durch halbautomatische Maschinen.
Es ist sehr schwierig, den Fräser entlang der Kante zu führen und ein Fräser verzeiht keine Positionsabweichung.
Dies führt zu einer unerwünschten Spurrillenbildung.
Wie Sie sehen können, sind die Kanten abgerundet, aber ein wenig abgeschrägt und nicht vollständig abgerundet.
Auf dem Bild ist auch eine Vertiefung zu sehen.
Dieses Verfahren garantiert keine konstante Schichtdicke.
Schleifen
Das geschliffene Muster auf dem Bild zeigt das Ergebnis der Kantenabrundung durch halbautomatische Maschinen.
Die Kanten sind abgerundet, aber ein wenig abgeschrägt und nicht vollständig abgerundet.
Diese abgeschrägte Oberflächenstruktur ist das Ergebnis von mehreren Schleifbewegungen entlang der Kante.
Das Schleifen kann eine abgerundete Kante erzeugen, die auf mehreren Fasen basiert.
Das erklärt, warum die Kante nicht vollständig abgerundet ist.
Aus diesem Grund garantiert das Schleifen keine konstante Schichtdicke.
Rollender
Die dritte Alternative ist das Walzen.
Ein gehärtetes Walzwerk mit einer runden Form drückt auf die Kante, um den Baustahl zu verformen, wodurch perfekt abgerundete Kanten am Material entstehen.
Die Walze führt sich selbst und verzeiht jede Positionsabweichung.
Diese schnelle, geräuschlose und staubfreie Technik hat nur einen Nachteil.
Die Materialhärte nimmt an der Kante, auf die die Kraft ausgeübt wird, leicht zu.
Es sind Untersuchungen erforderlich, um zu prüfen, ob die erhöhte Härte die Materialstandards beeinträchtigt.
Kantenabrundung ist eine Alternative für das Brechen von Balkenkanten
Kantenbrechen durch Walzen wurde lange Zeit als ein Prozess angesehen, der das Material verformt und daher zu Mikrorissen und Verhärtungen führen kann und daher oft vermieden wurde.
Es wird angenommen, dass der Prozess die Materialeigenschaften beeinträchtigen kann, die dann nicht mehr den Normen und Vorschriften entsprechen.
Wenn jedoch nur die Oberflächenkanten gebrochen werden, ist das verformte Volumen sehr gering und liegt im Rahmen der internationalen Normen.